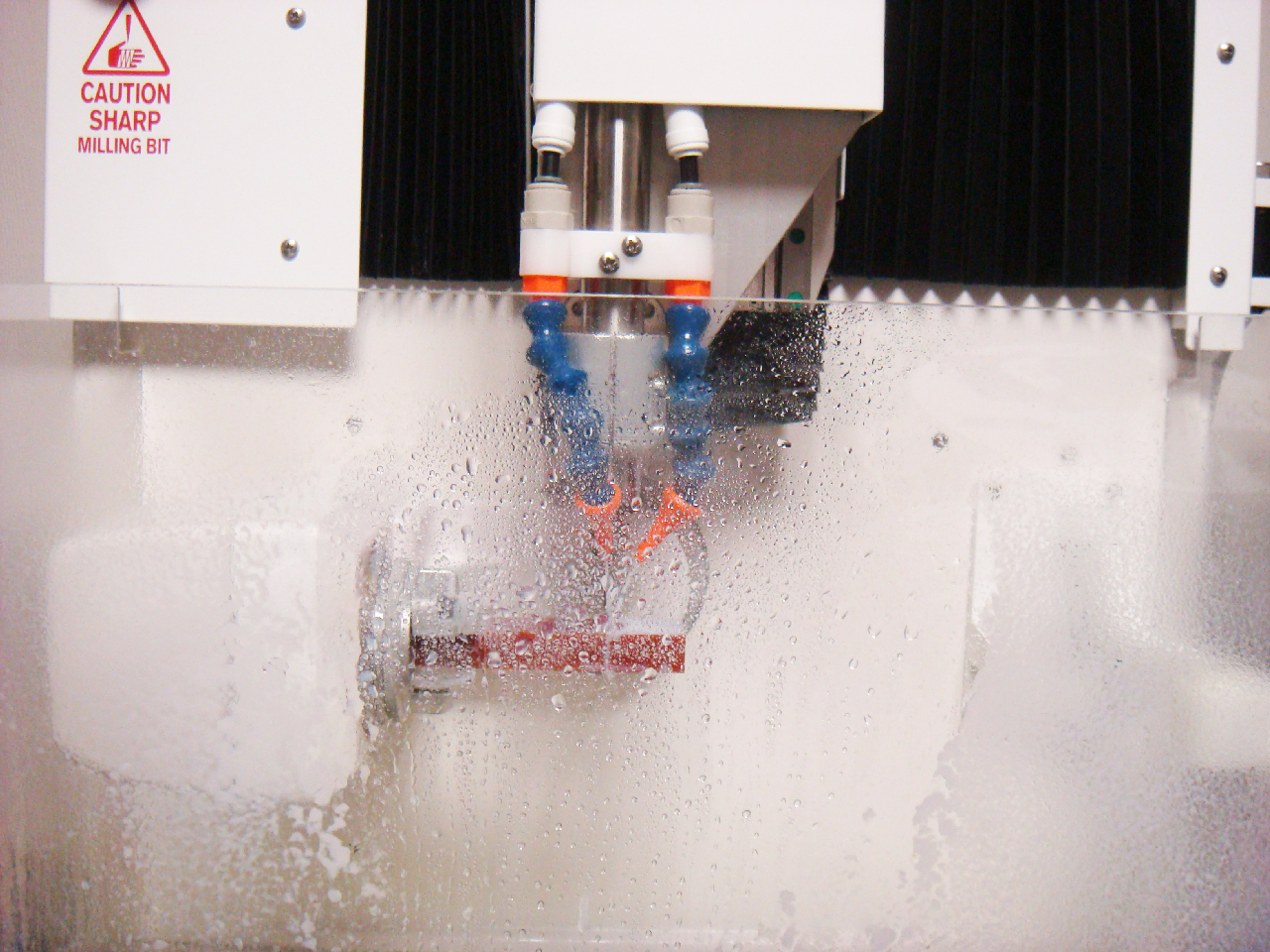
以前もこちらのブログに書いていますが、装置の分解清掃を1年ぶりに行い、キャリブレーションを行いましたので改めて記載します。
通常キャリブレーションは毎月行いますが、分解清掃などのタイミングでも行います。
A軸角度調整は、A+90に軸が位置するときのY軸移動線に対する切削精度(オブジェクトではY方向の厚み差異)を決定するものです。
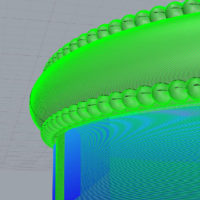
下画像の位置でParallelカットを行うケースです。
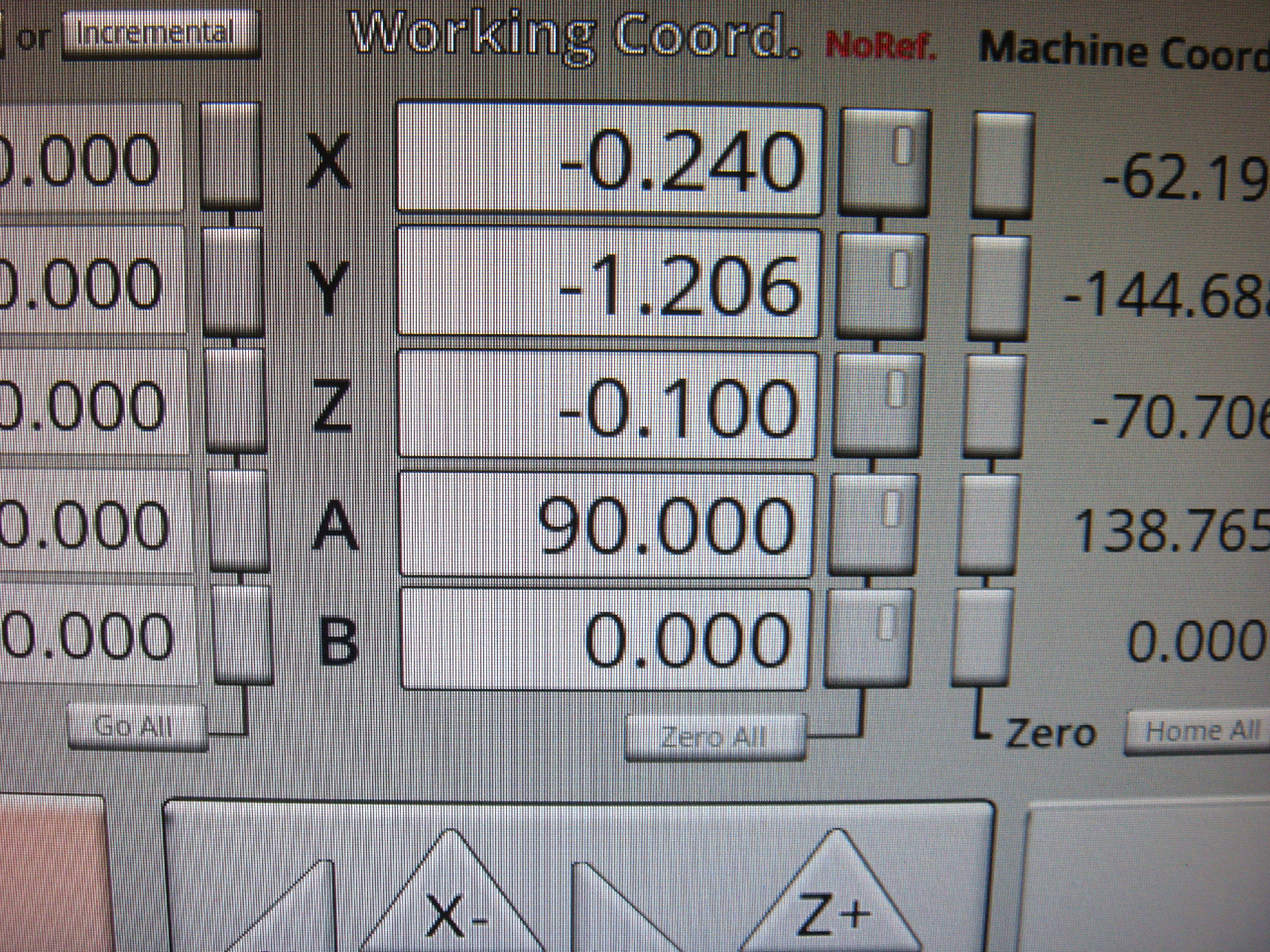
A軸の角度がY軸移動線に対して平行(キャリブレーション上はちょうど90度)でない場合には、Y軸の+-方向で厚みの差異が出ます。
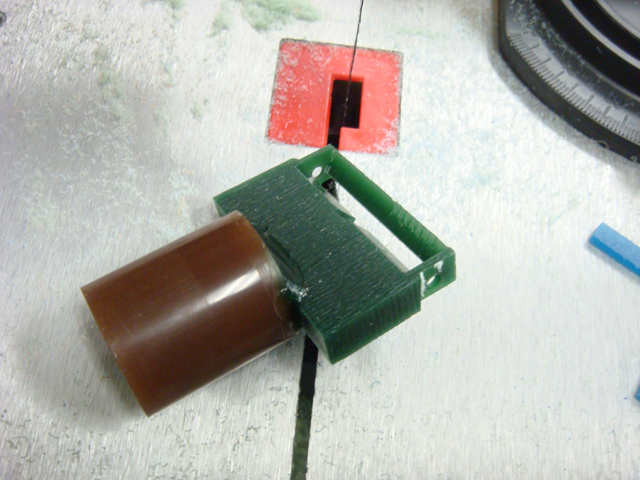
こちらは、目視キャリブレーションのみでは調整できませんので、最終調整は実際に切削したワックス厚みから判定、調整をしていくことになります。
下の実切削では、根本側(オブジェクトの中心に対してY-)の数字が小さく、先端側(オブジェクトの中心に対してY+)が大きいことがわかります。
ここから、三角関数tanθを求めてNS Motionパネルで修正をすることになります。


[計算式]
3.019-2.982=0.037
リングの中心ラインは15mmです。
これらの数値をCASIOさんのサイトに入力してtan計算してもらいます。
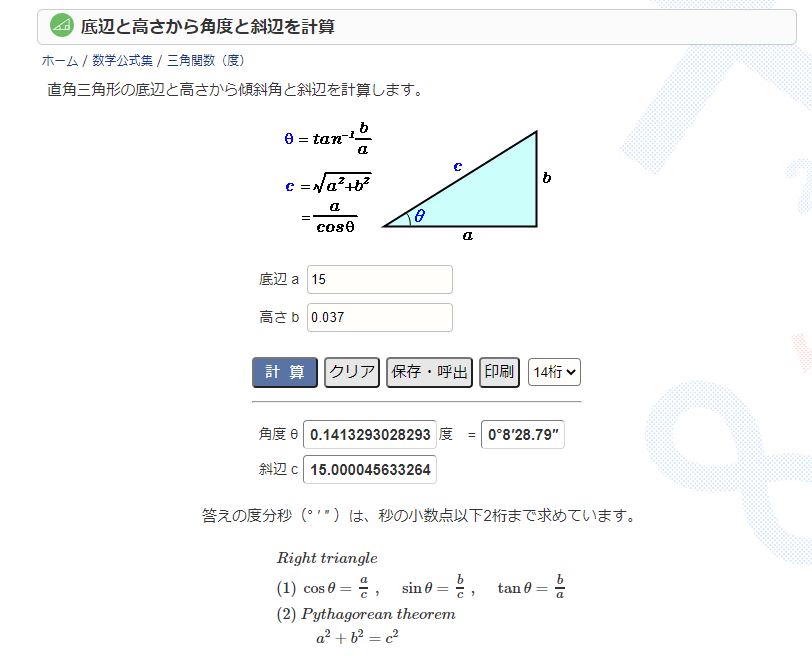
θの数字が0.1413と計算されましたので、こちらの数値の1/2、0.070をNS MotionパネルA軸のReference数値からマイナスして再設定します。
1/2にする理由は、裏表の切削を行った結果だからです。設計寸法よりもY-側が小さくなる場合には、「角度がつきすぎ」ということですので、マイナスします。Y-が大きい場合にはプラスします。今回のオブジェクトは3mmで設計しています。
Y方向計測数値が一致し厚みが設計寸法よりもマイナスしている場合には、Z軸をマイナス/2数値Referenceに足すことになります。
CASIOさんの計算サイト
https://keisan.casio.jp/exec/system/1161228774