先日ブログでご紹介したMira-6の理論上加工エリアですが、その範囲内で切削検証をしてみます。
記事はこちら→ https://nscncjapan.com/2018/03/19/%e3%83%a2%e3%83%87%e3%83%aa%e3%83%b3%e3%82%b0%e3%83%af%e3%83%83%e3%82%af%e3%82%b9%e3%80%80%ef%bc%95%e8%bb%b8%e5%88%87%e5%89%8a%e3%80%80%e5%a4%a7%e5%9e%8b%e5%93%81/
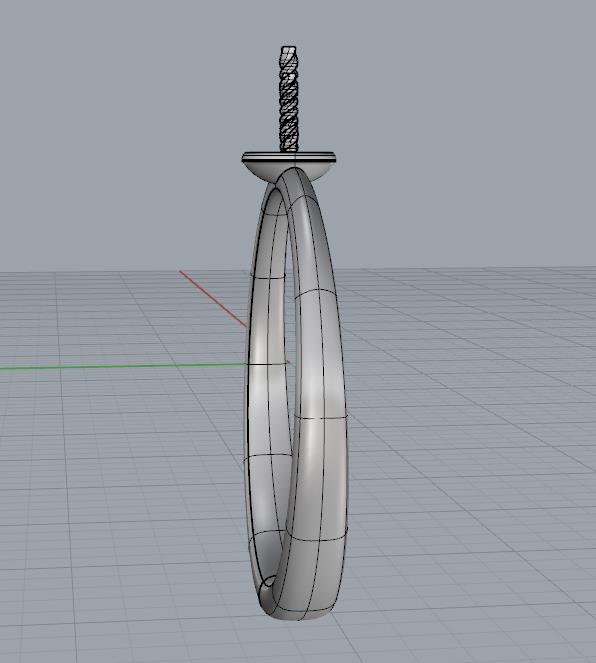
Mira-6での切削は、切出すオブジェクトのツールパス作成と同時に、切削するためのワックス形状も考える必要があります。
今回の切削テストでは、φ33mmのロッドワックスを16cmで使用します。33mm厚みをそのまま削り出すことも可能ですが、切削粉が大量に出ることが予想されたため、あらかじめフライス盤で必要部分を残してカットしてみました。画像のエンドミルはφ16mmです。
H鋼のような形状が残りましたので、16cmという長さがあっても十分強度が残っています。

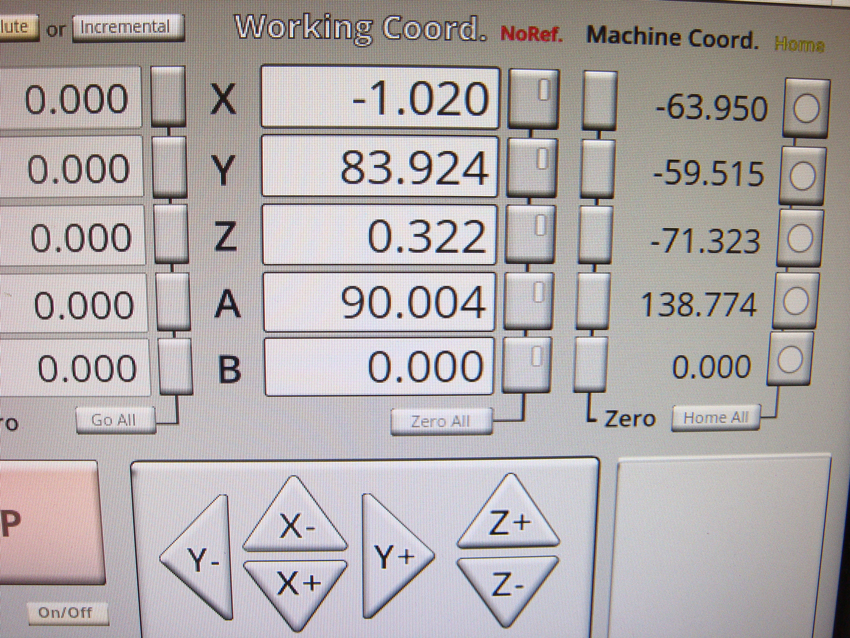
Mira-6にはこのような形でセットし、A軸は90度の位置からスタートを開始します。イレギュラーなスタートですので、十分な注意が必要になります。(オフィシャルではスタート位置はZ軸のみ上昇させてスタートをするとされていますので、このようなスタートはできるだけ避けるべきです)

装置の限界を超えているので、故障することもあります。本当にやるんですか?
と警告が出ますので、できれば行わないほうがいい加工の部類に入ります、また保証対象からはずれる加工となります。大物切削オブジェクトは出来る限り分割して切削されることをおすすめしています。
G-CodeにはA90の記載がありますが、最初からAアームは90度の位置にあるため、そのままスルーされることになります。
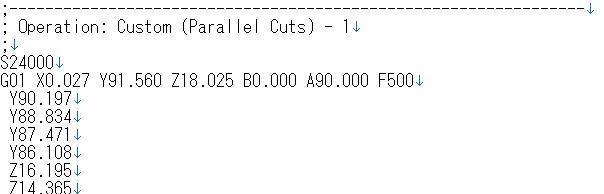
Y軸の位置もかなり遠いところからのスタートです。
フライス盤は金属切削を行う大型のものですが、ワックスが切削対象であればホビー用のフライスでも問題ないと思います。10mm以上のエンドミルがチャックできると便利です。
SIEG ミニフライス盤X-2 ドリルからテーブルまでの距離280mm 出力350W
フライス盤にはバイスも必要となります。33mmがチャックできる必要があります。
AMYAMY 2.5″ 小型 アルミク バイス 卓上万力 ボール盤バイス (アルミク)
ワックスを接合するハンダゴテはこちらも便利です。温調でコテ先端を必要以上に熱くしない設定ができます。300前後の設定が良好です。
旋盤もあると便利です。φ33mmのロッドワックスがチャックできますと、きれいな端面を出すことができます。
ロッドワックスは専用のワックスホルダーにチャックしますので、のこぎり等で多少斜めに切断されていても問題ありません。バーワックス等を溶着する場合にはロッドワックスの軸方向に対して、垂直に近い状態で接続する必要があります。ある程度の垂直が出ていないと、両面切削の場合には、片側に削る部分がなくなってしまうことがあります。
特殊な形状をしたワックス、お客様のお手元では製作できない素材ワックスも大型切削装置で加工させていただきます。(形状により価格が異なります)