2023年後期-2024年モデル以降 NS Motion UI
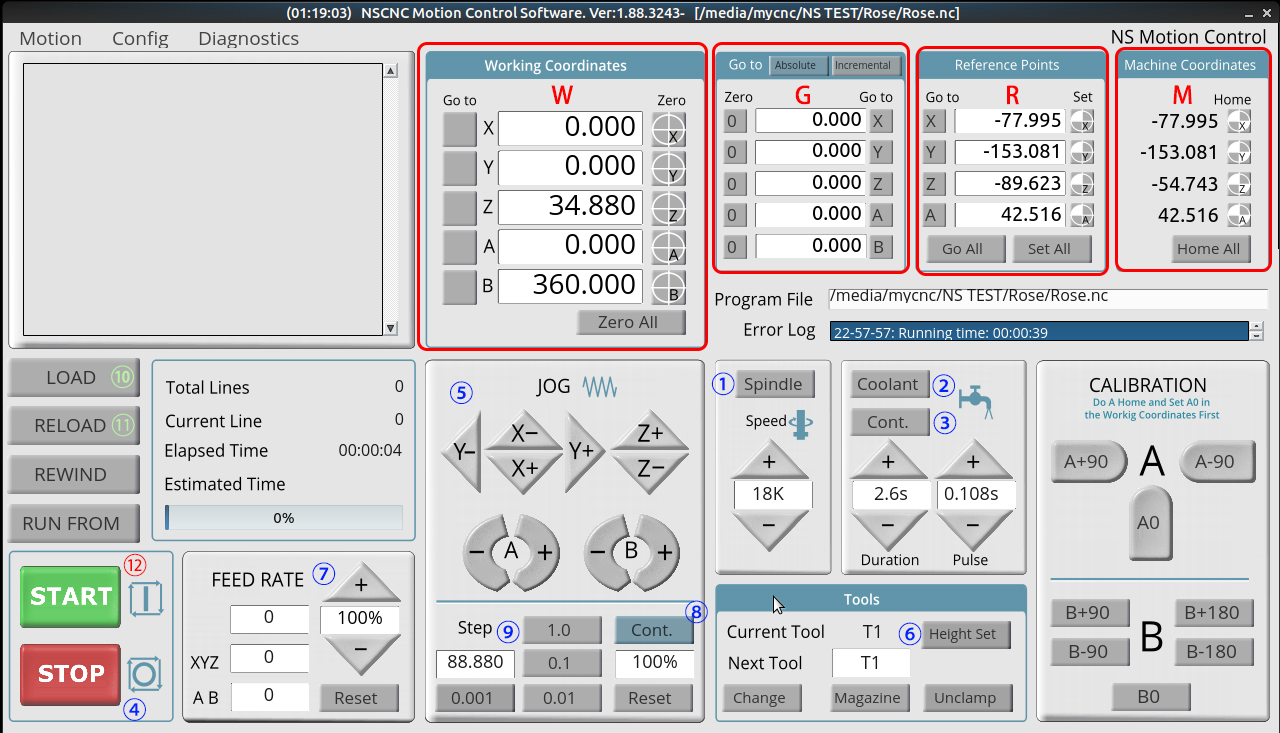
2019年後期以降モデル NS Motion UI
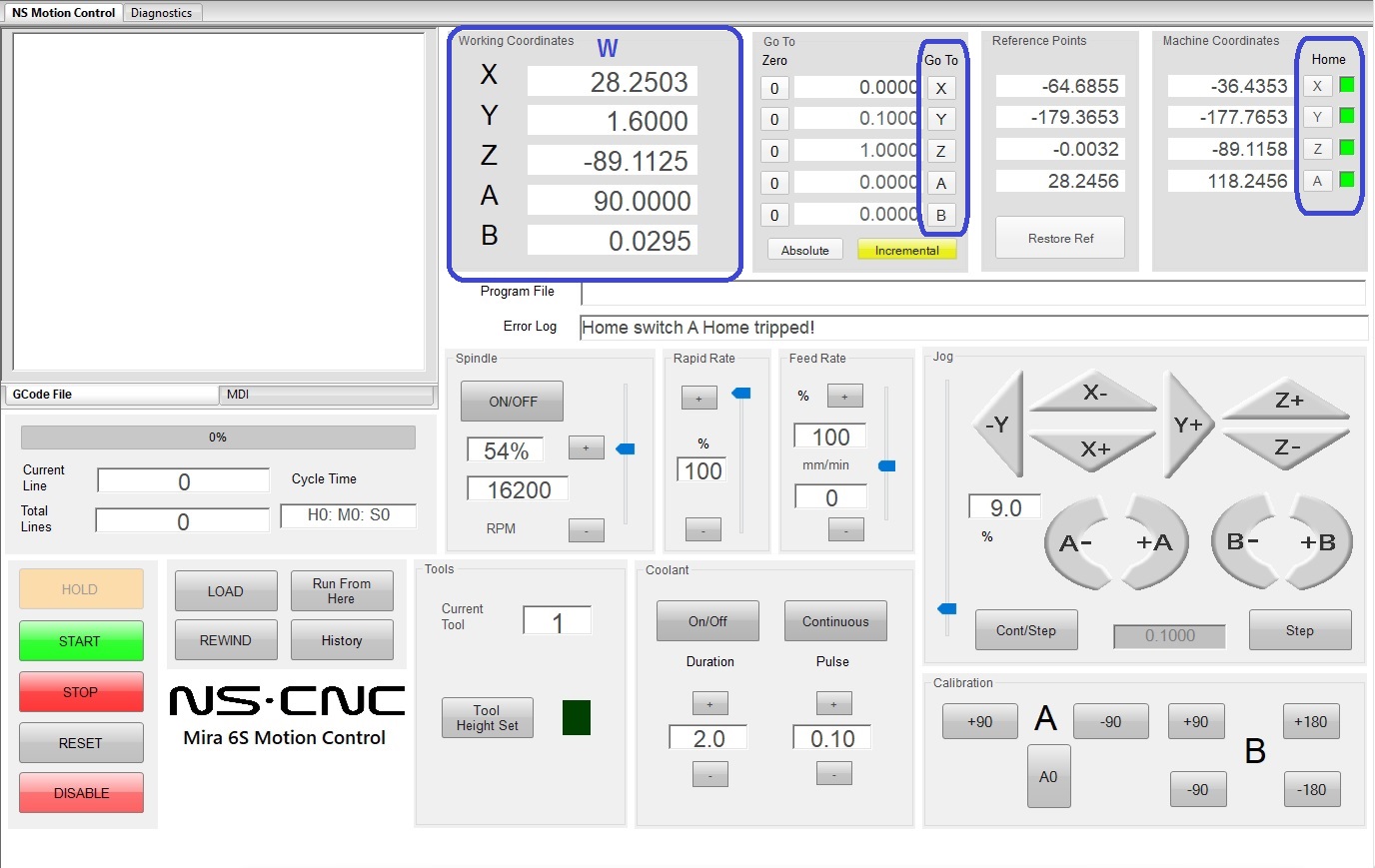
2019年後期以前モデル NC Motion UI
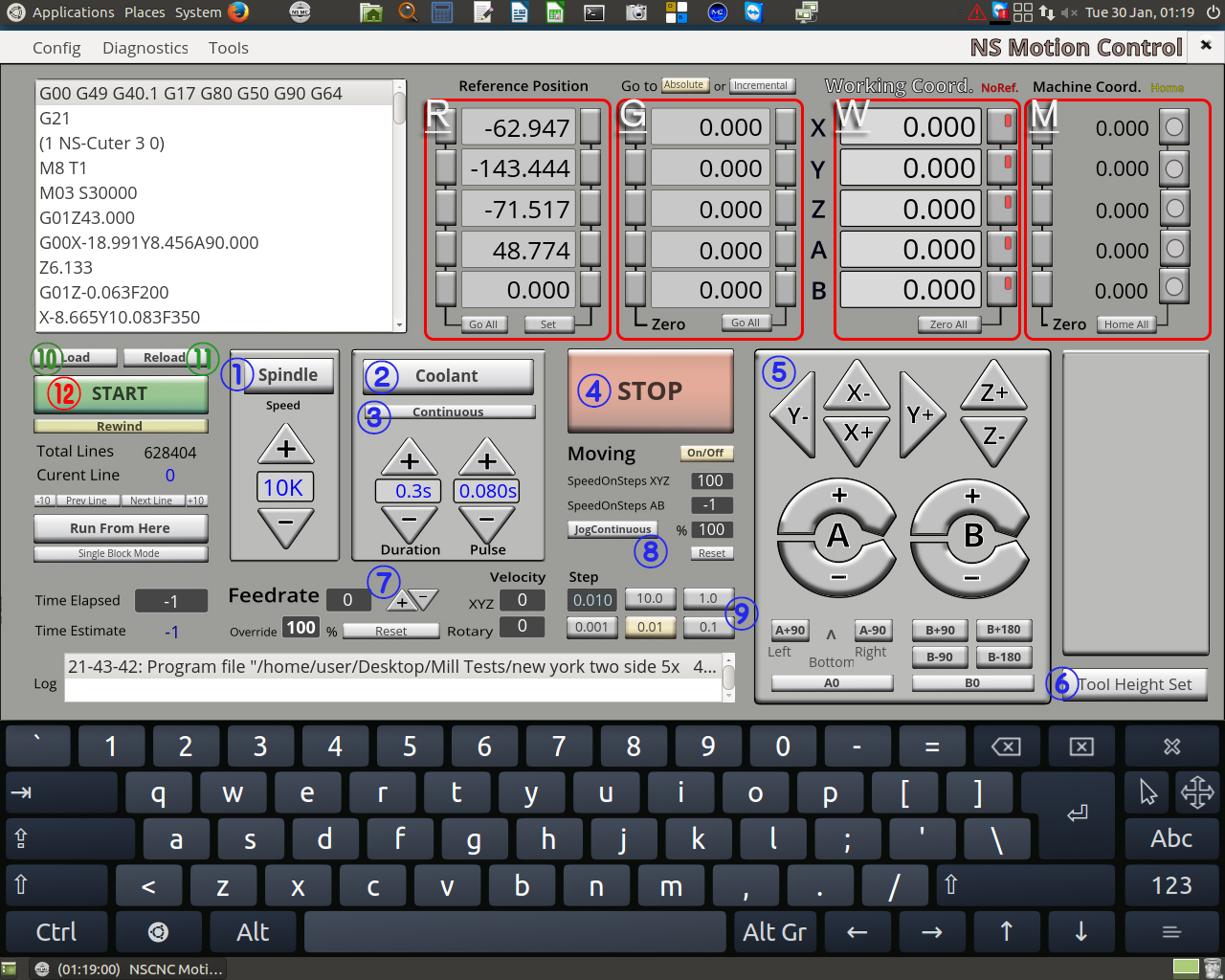
Mira-6を作動させるNS Motion画面です。ボタンがたくさんありますので難しそうに見えますが、中身はとてもシンプルです。数回ご使用いただけますと、簡単に操作できるようになります。以下に画面の解説をしていきます。タッチパネルではありませんので、すべての操作はマウスを使用して行います。
パネルボタン ① ~ ⑫
① スピンドルを手動で起動するボタンです。ボタン下の + - を押すと、1000回転ステップで回転数を変えることができます。画面の10Kの表示は10,000rpmの回転数を表示しています。(スピンドル回転数は空冷エア[ノンオイルコンプレッサー推奨]を接続しない場合、24,000回転を超えない設定をします。また、クーラントを使用しないドライ切削の場合には、17,000回転を上限とします。ただし、1mm以下深さでの表面切削のみに有効です。刃物に負荷のかかる切削にドライ切削は不向きです) (注)スピンドルは自動運転時にはスタートボタンクリック後に自動起動します。
② クーラントを手動で起動するボタンです。Durationで間欠の秒数を+ - で調整します。Pulseの+ - で吐出時間を設置していきます。ワックス切削時には間欠で使用するケースが多くなります。 (注)自動運転時にはスタートボタンクリック後に自動起動します。
③ クーラントを連続で出すボタンです。
④ 自動運転を開始したMira-6の動作をストップします。通常はこちらのボタンで停止するようにします。手動で起動したスピンドル、クーラントは停止しません。
アームとスピンドル衝突等ですぐに停止したい場合には、Mira-6本体の物理的非常停止ボタンで装置を停止します。非常停止ボタンを押した場合には、電源を再投入(物理的非常停止ボタンをひねります)してスピンドルを必ず回転させてジョグボタン等でZ軸方向上部の安全位置に戻し、再度キャリブレーションを行ってから作業を最初に戻って(安全なツールパス製作)行います。スピンドルとアームの衝突を防ぐため、シミュレーションソフトを必ず起動して警告が出ないことを確認しておく必要があります。また、GコードのA13X(Xは任意数値)の数値をテキストエディタ等で検索、検証し、スピンドルとAアームが衝突しない座標軸にあることを確認することもAアームの角度を大きく取る作業時には必要です。また、Y軸位置によってAアームの最大傾斜角度は変化しますので、G-Code上で厳密な確認作業が必要になります。シミュレーション画面のMovingList項目の数値でY軸位置、A軸位置も確認してください。※緊急停止ボタンを使用すると、NS Motion再起動がスムーズに進まない場合があります。
⑤ Mira-6のスピンドルアームを手動で動かすジョグボタン類です。それぞれの矢印方向ボタンをクリックすると、その方向に移動します。大きく移動させる場合には、ボタン類横のJogContinuous(Cont.)スイッチが入った状態で使用します。デフォルト設定値は%100スピードとなっていますので、キャリブレーション時や遅いスピードでジョグを使用したい場合には、この数値部分をクリックして画面下のソフトキーボード、もしくは付属のキーボードで数値を入れ直します。数値入力の後はエンターキー↵を必ず押します。
また、微細な移動をしたい場合には、0.01、0.001等のボタンをクリックしますと、その数値のみ移動します。枠内に数値を入れてエンターキーを押した後、ジョグボタンを押すと、その数値分移動(A軸のみ角度移動でその他の軸はmm)します。
A+90、A-90等のボタンは、+の場合は時計回り方向に移動し90度の位置で停止します。-の場合は反時計回り方向に90度移動し停止します。A0ボタンは、最下部0地点に戻ります。こちらのボタンは注意して使用(ReferencePosition[points]に刃先がある場合に、WorkingCoordinatesの数値がすべて0:ゼロ)しないと、Aアームとスピンドルアームの衝突を招くことになります。Bも動作は同じですが、機械の衝突はありません。しかし、ワックスチャック時にはエンドミルとの衝突をしないように注意が必要です。A+90、A-90ボタンを使用する場合には、A軸アームがA0の位置にある状態で、WorkingCoordinates内の数値が0である必要があります。この数値設定がされていないと、A軸アームとスピンドルは衝突する可能性があります。
⑥ MiraBit(エンドミル)の工具先端を自動で検出するボタンです。形状の異なる工具を同一オブジェクト切削中にやむを得ず使用する場合に用います。通常時でのご使用はおすすめしていません。(切削機の全機能を熟知した上級者の方のみご使用ください。こちらの機能は通常サポート外です)
⑦ JewelryCAMで設定したFeedRateを+-ボタンで早くしたり、遅くしたりすることができます。ただし、125%を超える数値は推奨いたしません。
⑧ スピンドルをジョグで移動する場合に使用するボタンです。こちらのボタンをonにして、⑤のボタンを押すとジョグ移動することができます。
⑨ スピンドルをジョグ移動させる場合に移動数値を指定することができます。1回のクリックで数値だけ移動します。枠内では、入力した数値を移動することができます。
⑩ NCコードをUSBメモリー等から読み込むボタンです。OS Linuxでは、USBメモリ等の表示がWindowsと異なる場合がありますので、フォルダスレッドのUserから展開(該当ラインをシングルクリック)して該当ファイル名を見つけていただきます。
⑪ NCコードを再読み込みするボタンです。
⑫ Mira-6による自動切削をスタートさせるボタンです。
・[Rewind] ボタン G-Codeの現状ライン(Current Line)を0にするボタンです。機械停止後や最初から作業をやり直す場合にはこちらのボタンをクリックします。
・[Run From Here] ボタン
NSMotionには一旦停止した切削を途中から再開する機能も含まれていますが、途中からの再開は切削痕が大きく残る可能性があります。やむを得ず一時停止する場合には、切削停止痕が残っても良いと思われる位置で停止してください。④STOPボタン⇒RunFromHereボタン⇒ポップアップ座標確認で✔クリック⇒スピンドルを回転させてからジョグ移動:必要な作業⇒RunFromHereボタン:作業再開
・Feedrateの部分には、JewelryCAMで設定したFeedrate数値が表示されます。JewelryCAMでの切削中FeedRate設定は、以下数値を参考にしてください。FeedRateが早ければ早いほど表面に問題が生じる可能性が高くなります。
[FeedRate参考上限数値:オブジェクト、ワックスブロックサイズによっては参考数値より低く設定します]
*DriveSrf 350 オブジェクト切削時最高数値目安
*Parallel 350 オブジェクト切削時最高数値目安
*CutOnCurve 100 外形カット時、深さは5mm程度を推奨 オブジェクト切削時は350
*Swarfing 100未満 オブジェクトカット時最高数値目安
*Engrave 350 オブジェクト切削時最高数値目安
*Plunge 100 オブジェクト切削時最高数値目安
*Retract 500
*Rapid 500
※以上の数値はあくまでも目安です。オブジェクト形状、切削位置、ワックスブロックサイズによっては参考数値からかなり低く設定する必要があります。
・OverrideはMira-6が動作中であっても、速度を上げたり、下げたりできる調整数値です。右上の + - ボタンで調節することができます。Resetボタンで100%に戻ります。
・VelocityにはXYZ軸、A,B軸のそれぞれの合計動作速度が表示されます。JewelryCAMで設定したFeedrate以内の各軸合計値で動作しています。Plunge(Z軸飛び込み速度)を遅い数値にした場合には、遅い速度に影響されます。
・Time Elapsedには動作時間が表示される部分です。制御軸数によっては正しく表示されない場合があります。
座標(Coordinates:Coord.)ウインド, Reference Position(Points), Go to
[ウインド M:Machine Coordinates]
Mira-6の機械的原点数値を表示するウインドです。「Home All」ボタンを押すと、スピンドルアームはMira-6に設定された機械的原点に自動で移動します。XYZ軸停止後、Aアームは数値枠右のボタンをクリックして戻します。Bロータリー軸は同一方向に連続回転しますので、機械的原点が存在しません。数値枠右のボタンをクリックして数値のみゼロに設定します。作業終了時、作業のない場合には、常にこのポジションに戻しておく必要があります。Mira-6では、HomePositionをセンサーで検出していますので、機械的精度が最も高い位置となっています。1作業終了後は必ずここに戻します。
※Homeボタンは必ずワックス、ホルダーがセットされていない状態で使用します。
[ウインド W:Working Coordinates]
Mira-6の運転中は、常にこの数値が動いています。MiraBit先端の現在位置を数値で表示します。切削作業開始前に、Reference Positionにスピンドル位置を移動し、こちらの数値はZeroAllボタンをクリックしてすべて 0 にします。(※1)
[ウインド G : Go to Absolute or Incremental]
Working Coordinates ウインドの数値を基準にして、ここに入力した数値でスピンドルを移動することができます。Absolute と Incremental ボタンがあります。AbsoluteはWorkingCoodinatesの数値を基準に絶対座標値へ移動をさせるときに使用します。Incrementalボタンは現在停止位置から入力数値分移動させる場合に使用します。主にキャリブレーション時に使用します。
[ウインド R:Reference Position]
Mira-6で切削作業を行うためのスピンドルの刃先原点を表示しています。この数値はRhinoceros上のXYZ、0原点でもあります。この数値はほぼ固定数値で、Machine CoordinatesのHome数値(X:0,Y:0,Z:0,A:0,B:0)からの移動数値(座標位置)を表示しています。(Mira-6の作業スタートはこの位置から始めます。Z軸のみ -35mmから必要数値をワックス材料から遠ざけます(※2))
こちらの数値はMira-6の装置1台ごとにすべて異なります。装置のスピンドル刃先原点出し作業(キャリブレーション)後の数値をウインドに設定します。(原点出し作業は、装置稼働初回時、装置移動後、輸送後、エンドミル交換後、トラブル時後等に行います。毎作業ごとに行うものではありませんが、原点出し作業に慣れるために、定期的:10日に一度程度は原点位置の確認作業をすることをおすすめします。こちらの作業をキャリブレーションと呼んでいます。作業に慣れると10分程度で行うことができます)
(※1)スピンドルがReference Positionに移動したら、必ずWorking Coordinatesウインド内の数値はすべてゼロにします。この作業を行わないと、スピンドルは予期しない位置へ移動することになります。NCコード(G-Code)上でのすべての軸座標ゼロ点:原点は、Mira-6のReference Positionであり、Working Coordinatesウインドの全ゼロ数値です。
(※2)Mira-6スタート前はスピンドルを作業原点位置(Reference Position)に移動し、Working Coordinatesの数字をすべてゼロにしてから、Z軸のみを上昇させてワックス材料をセットします。材料がフラットバーワックスの場合にはレベルをA+90位置で出し、A0に戻してからWorking CoordinatesのB軸数値をゼロにします。Z軸数値のみそのままの状態でスタートボタンを押すと自動運転が始まります。RhinocerosのCAM上で設定したワックスブロックと、実際に使用するワックスブロックサイズがほぼ同じでないと、切削開始点に移動するスピンドルとワックスがぶつかる場合があるので注意が必要です。(ワックスブロックが大きい場合)
(その他)スピンドルを一時停止して、一時停止した場所から再起動する[Run From Here]ボタンもパネルに装備してあります。スピンドルを一時停止した後、作業を再開すると、スピンドルはいったんワークから離れ、その後に作業を開始います。そのため、刃物の再突入時に発生する段差(ワックス逃げ、もしくは繰り返し精度結果の反映)が生じる可能性があります。これらは金属切削においても出現するバリですが、柔らかいワックス切削では比較的顕著に切削表面に現れます。こちらの機能使用はできるだけ使用しないほうが、きれいな切削を行うことができます。
(停止、緊急停止後からの復帰方法)何らかの事情で途中で作業を停止した場合には、最初からのスタート(ワックス材料も新規)をおすすめしています。刃物がオブジェクト内にあるまま停止している場合には、必ずスピンドルボタンを押してスピンドルを回転させてから、Z軸をワックス外上部に大きく逃がしてください。ワックスブロックなどをはずし、安全を確認してから[Home All]ボタンを押して、すべての問題を解決してから作業を最初からやり直します。ただし、緊急停止ボタンを押してからの復旧は、NS Motionが正常に起動しない場合もあります。(NS MotionはLinuxOSのPC上で動いていますので、一般的なWindowsPCを突然電源カットをする同様現象が現れる可能性があります)
スピンドルが回転していない状態でジョグボタンを押してスピンドル移動をすると、刃物が破損します。また、刃物には十分注意を払って作業を行ってください。
※文章中のスピンドル原点、刃先原点、MiraBit刃先原点、刃物先端はすべてエンドミルの先端を意味しています。
※NCコードとG-Code(Gコード)は同一内容を意味しています。
※NS MotionはLinuxOSのパソコン上で動作するMira-6を運転するためのソフトウェアです。そのため、パソコンに起因する動作不良が発生する場合があります。NS Motionが不安定になった場合には、カナダから遠隔通信ソフトを使用して調整しますので、回復までに1日ないし2日以上かかる場合があります。あらかじめご了承ください。