Mira-6のユーザー様から「装置金属部の錆はすぐに出るのもなのでしょうか」とお問合せをいただきました。
Mira-6は装置本体部品にアルミを多く採用していますが、一部に鉄が含有した機構部品も採用しています。鉄は錆ますので、防錆効果のある切削油の使用と濃度管理はとても重要になります。また、クーラントにはワックス微粒子が混入していきますので、定期交換も必要です。
以下、錆出現の実験をしてみました。
1.金属製クリップを使用し、「水だけのもの」と「推奨切削油を混合したもの」に各5個ずつ投入しました。
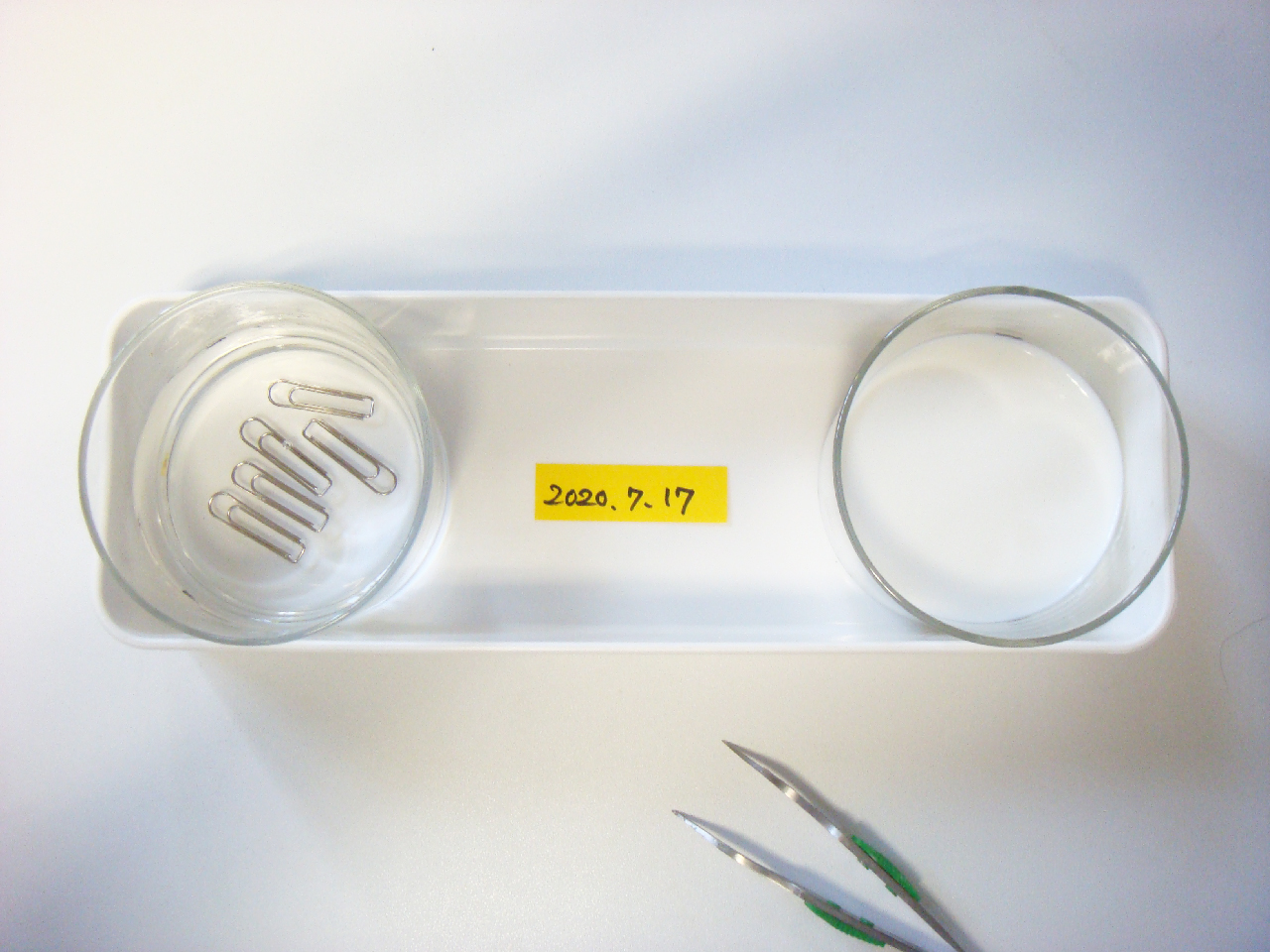
2.切削油の濃度は5%程度の配合をし、濃度計で計測しています。(濃度計誤差も多少あります)

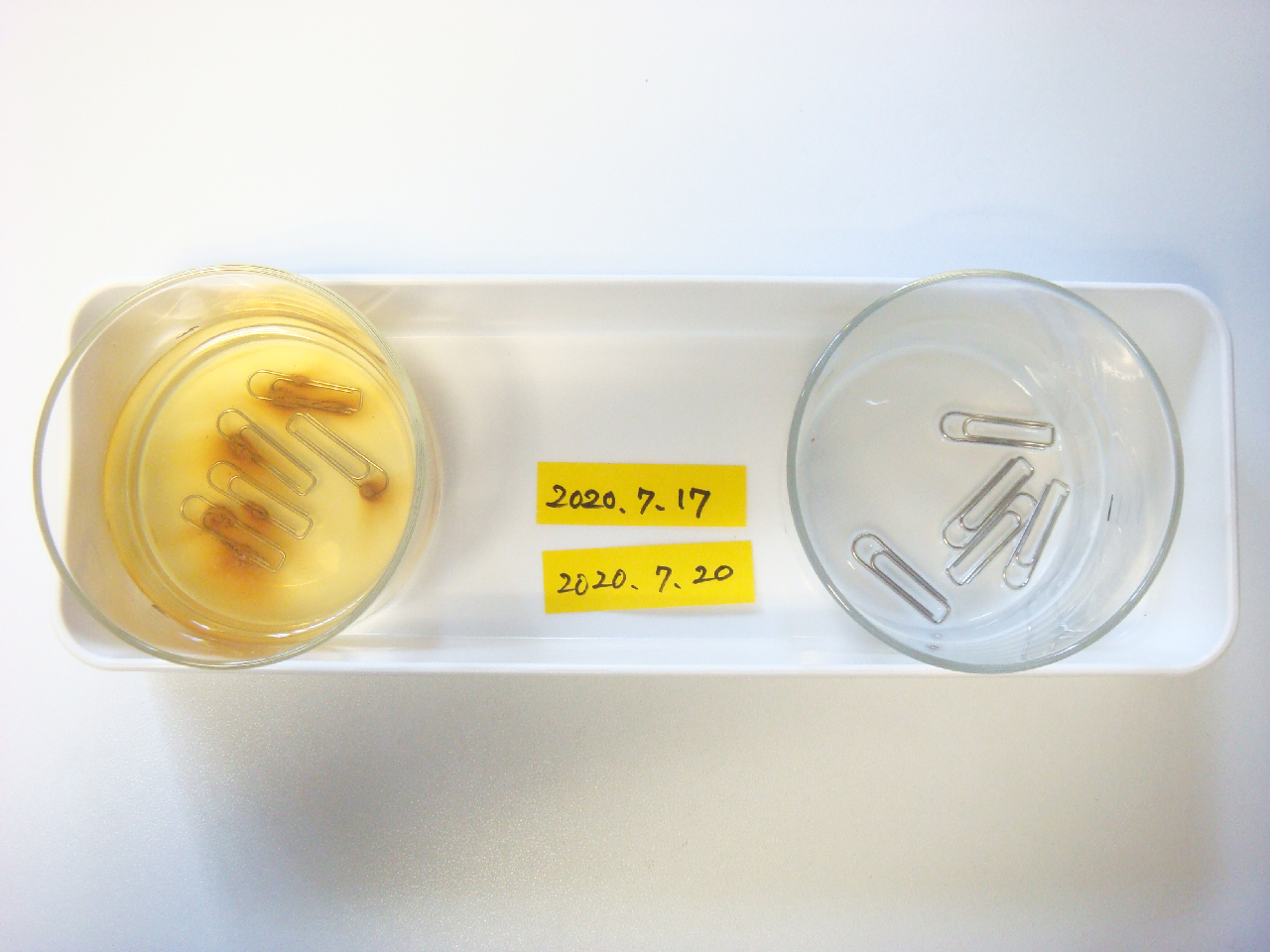
3.投入から3日目が以下画像です。「水だけのもの」は24時間後にはすでに錆が確認できていました。

4.「推奨切削油を混合したもの」のクリップの状態です。1本も錆が出ておりません。
5.「推奨切削油を混合したもの」は、ほぼ一か月間(2020.6.25投入)の実験も行っております。(2020.7.21撮影)

クーラントのオイル濃度はNSCNC推奨は10%です。2Lのオイルに対して18Lの水を入れると10%超になり、クーラント水位はタンクの上限ライン付近になります。ただ、今回の実験では約5%でも錆が出ないことがわかります。オイル濃度は切削状況、装置設置環境などによって異なりますのでテスト等も行っていただきながら、濃度を決定していただければと思います。推奨の10%濃度はいろんな環境下で対応できる数値です。日本ホートン取り扱い代理店さんのお話ですと、5%から10%程度とのことです。
濃度計で濃度管理をしていない場合には、1か月ごとに全量交換が推奨です。
Mira-6で行うワックス切削では、微量のワックス粉がクーラントに混ざりこみます。クーラントの持ち出し、水分蒸発などによって性能も変化します。濃度管理をしている場合でも、状況を見ながら3か月から半年で全量交換が良いかと思います。
また、私どもで使用している切削油濃度計は以下画像のタイプです。アタゴさんの濃度計はデジタル表示で使い勝手の良いものです。定期的に濃度を計測することによって、装置全体の環境を安定させることができます。

【NSCNC推奨エマルションタイプオイル】日本ホートン ホーカット795-B
オイルはエマルションタイプで防錆効果のある非塩素系をご使用ください。塩素系は金属を変質させます。また、産業廃棄物処理業者が受け入れないケースがあります。