[ツールデータダウンロード]
https://www.dropbox.com/s/68rwd088mpdk98i/MiraBit%26Collet%20201903.3dm?dl=0
Mira-6で切削は、カスタマイズ製作したワックスや大きなワックスを使用するケースも多くなります。旋盤やフライス盤で、あらかじめ素材を加工しておくことによって、Mira-6での切削がよりスムーズになります。もちろんMira-6上で「CutOnCurve」コマンドを使用して、ベターな形状にすることも可能です。
Mira-6の5軸切削機能を使用すると、リングの裏側切削も刃物が入る範囲で可能です。このときに注意しなければいけないことは、刃物とコレットチャックのワックスへの干渉、A軸とスピンドルの干渉確認(接触、衝突)です。A軸を130度前後で切削する場合は特に入念に確認をする必要があります。動画内ではワックスの一部を細くして、刃物+スピンドルのワックス素材への干渉を解決しています。
冒頭の動画は確認手順です。動画下のリンクは、Mira-6で使用する刃物とチャックの正確な寸法を持ったRhinoデータのダウンロード先です。以下詳細に解説をしていきます。(2019年以降の導入時資料≪Ver.2019.03.3≫には含まれています)
1 デスクトップ等に任意のフォルダを製作し、ダウンロードしたRhinoデータを入れておきます。
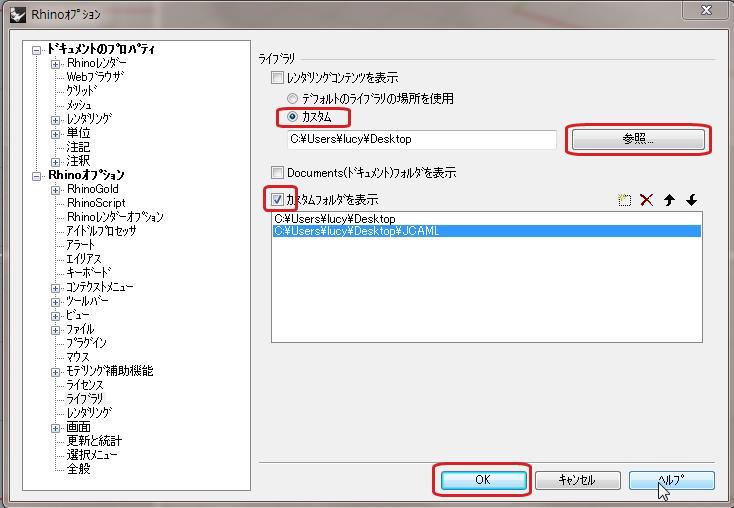
2 Rhino上で[ライブラリ]タブを追加しておきます。
ライブラリタブを開くと、以下画像のようなスパナマークが表示されますので、[設定]をクリックし、ダウンロードした「MiraBit&Collet」データを入れたフォルダを指定します。

3 A軸を大きな角度に設定して切削するデータの場合には、タブから「MiraBit&Collet」をドラッグしてインポートをします。
4 開いた直後のデータには白文字で寸法が入っていますので、レイヤからライトボタンを押して[Hide]してください。
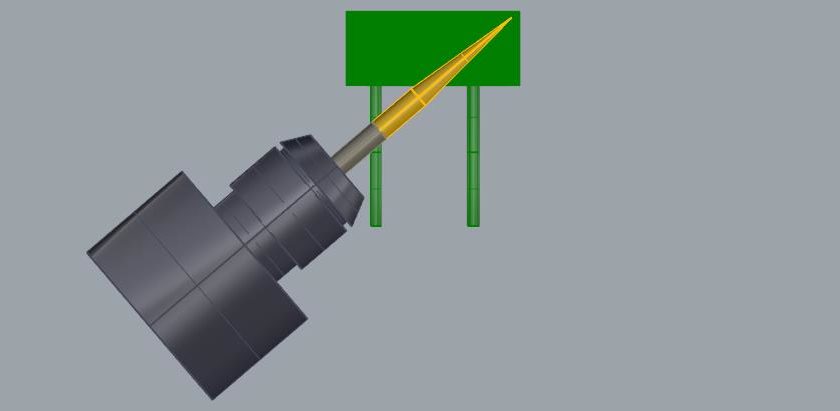
5 刃物先端を該当箇所に移動し、オブジェクト、ワックスの干渉を確認します。
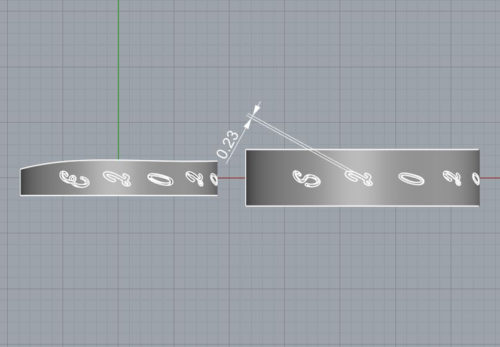
※データ刃物形状のイエロー部分が有効切削範囲(この部分以外ではワックスを切削することができません)です。テーパー刃部分が17.62mm(1度で行うSwarfing限界は≒17.57)、ストレート部分が7.38mmです。刃物がワックス素材に接触する際は必ずイエロー部分である必要があります。グレーの部分には刃がありませんので、ワックスの切削をすることはできません。接触するとワックスを破損する可能性が高くなります。
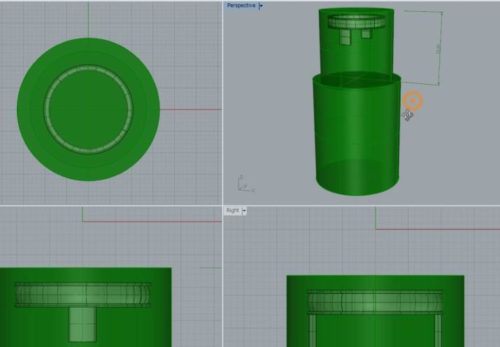
※コレットチャック部分もワックスに干渉しないようにする必要があります。
※Rhino画面上で刃物位置を固定したら、水平ラインから角度を計測し、A軸のTilt(傾き)設定をします。原則、下側から刃物が入る場合は-(マイナス)設定になります。Tilt対象が基準線以外の場合は異なります。
※A軸の最大TiltはY軸位置(,Z軸位置)によって変わります。Y軸がマイナスに触れると小さくなり、プラスに振れると大きくなります。また、JewelryCAMでは135度を超えるパスは作れない仕様になっています。(下段表Y軸位置時のA軸数値を超えるパスが作られた場合は衝突します)
(Y軸位置:A軸角度)負記号をはずした2軸の合計が140度を上限と仮定することができます。(Y0時を除く、Z軸位置も同時に検証が必要です)
| Y軸位置 | -30 | -25 | -20 | -15 | -10 | -5 | 0 |
| A軸角度 | 110 | 115 | 120 | 125 | 130 | 135 | 135 |