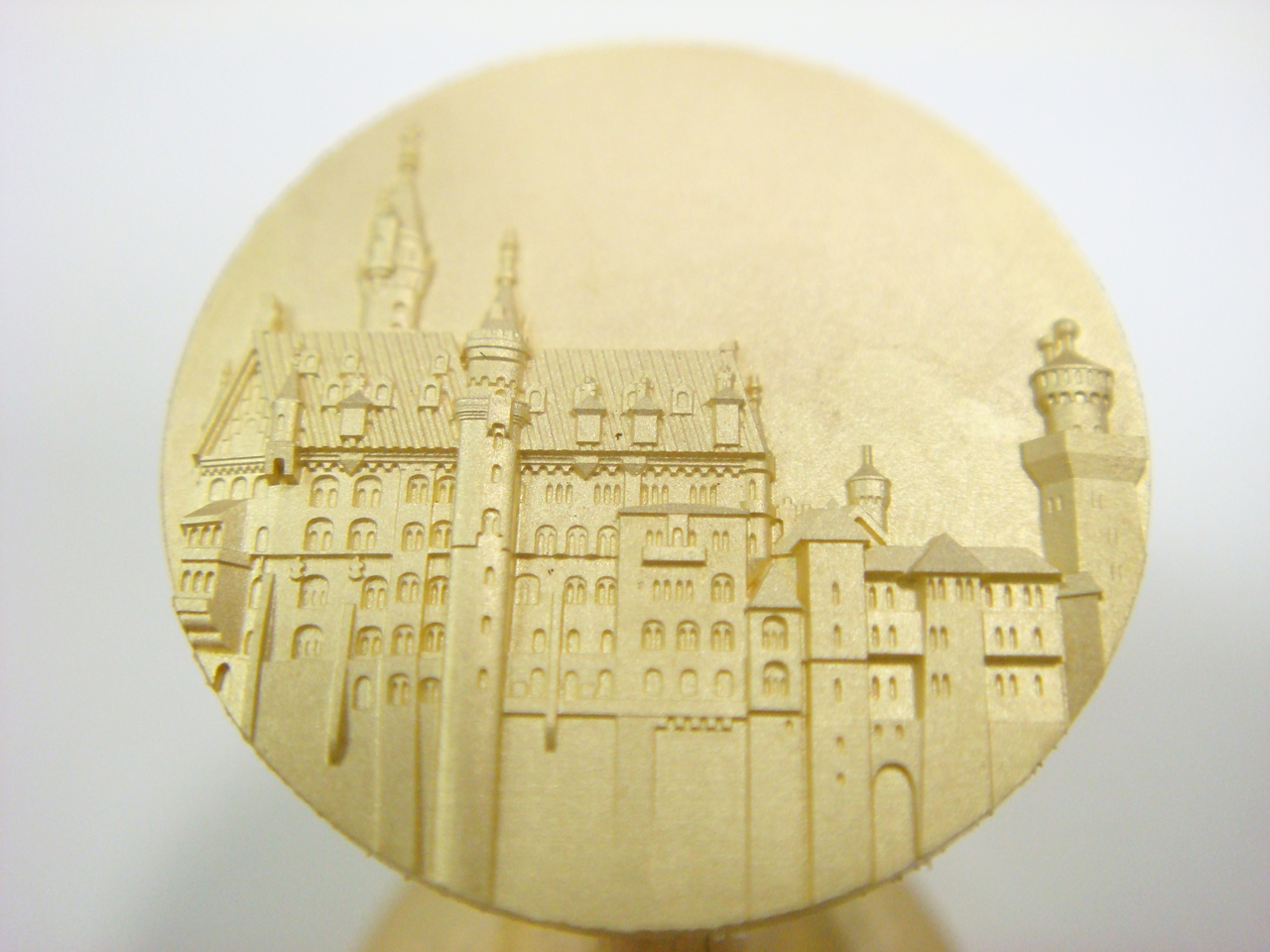
2日前に切削をした甲丸リングの鋳造を行いました。下リンクは切削記事です。
https://wp.me/paJh8d-Hy
外形を残したかったため、甲丸ではイレギュラーですが内側にサポートを付けています。
表面は石膏粒子によって切削ラインはほぼ完全に消えています。切削ピッチは0.013mmです。
0.013mmの数値は、切削と鋳造工程の各種テストを行い「鋳肌がそこそこ上質に仕上がる」推奨数値です。
Mira-6では最小0.005mmのピッチを設定することが可能ですが、0.013mmの切削時間と比べると、切削時間が2.6倍になることになります。
その逆に、0.026mmにピッチを設定すると切削時間は半分になりますが、切削線が目立つことになります。

横面は切削ラインが少しだけ目立ちます。
これはエンドミルの横刃部分を使用しているために起こる、刃物、もしくは素材のビビり現象の結果です。
MiraBitでは刃物先端での切削が一番きれいに仕上がります。

[ワンポイント]
ワックス切削品をそのまま鋳造すると、1%から2%程度全方向に膨張します。(スケール現象ではありませんので、注意が必要です)
これは焼成時のワックス膨張(石膏にも依存)により起こると考えられています。
Au系石膏、Pt用石膏でも同じです。
例えばリングの場合
幅1.00mm → 1.02mm
厚み1.00mm → 1.02mm
となります。
したがって、鋳造上りはサイズが0.4号から0.5号小さくなることになります。研磨シロ、調整シロを0.5号に設定している場合には設計サイズはジャストで良いかもしれません。切削パスの種類によって、数値が変わる場合があります。