Mira-6での4軸切削、5軸切削ではA軸のキャリブレーションはとても重要になります。A軸のキャリブレーションが合っていないと、ワックスの根元側と先端側で厚みの差が出てしまうことになります。
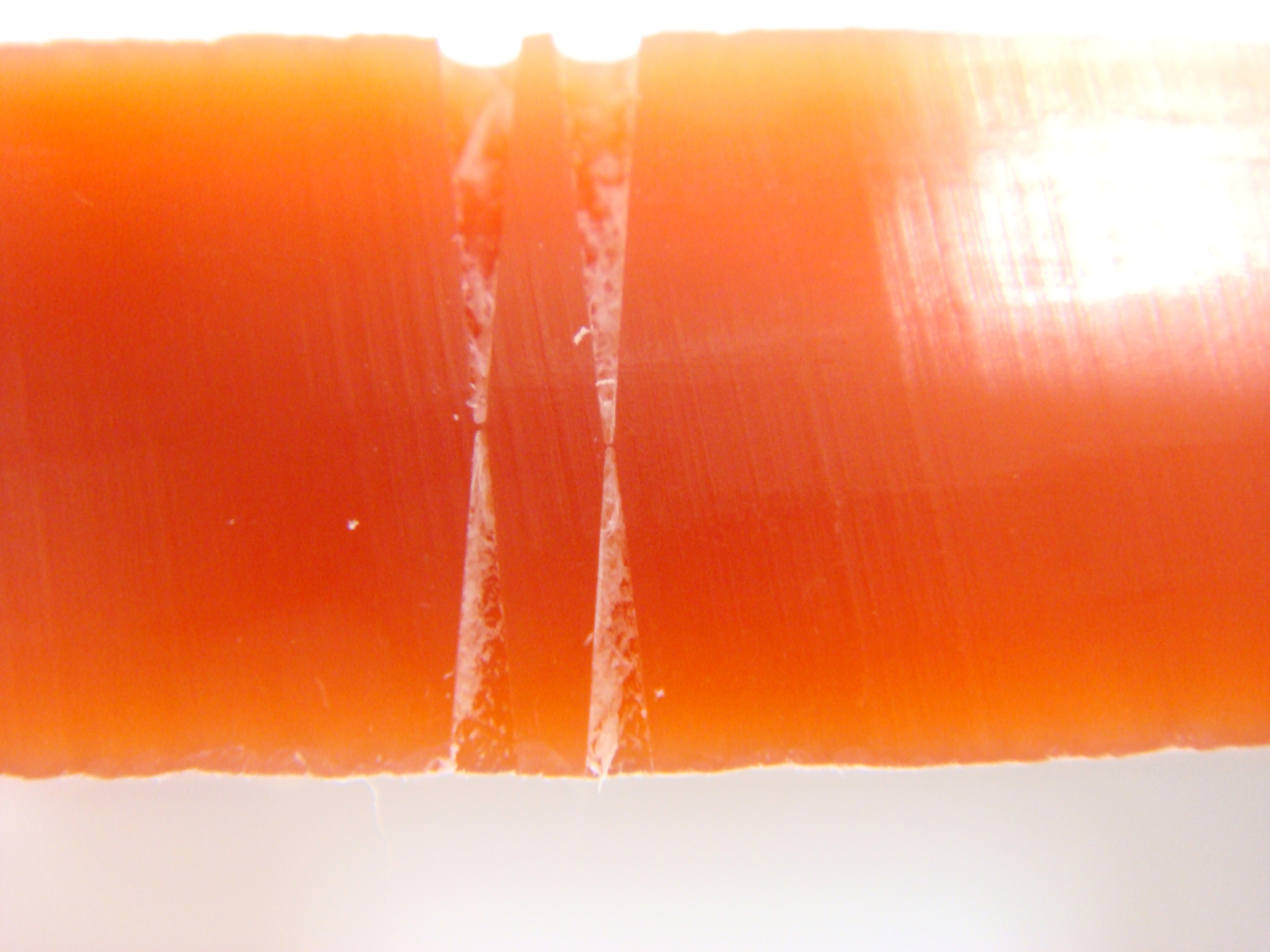
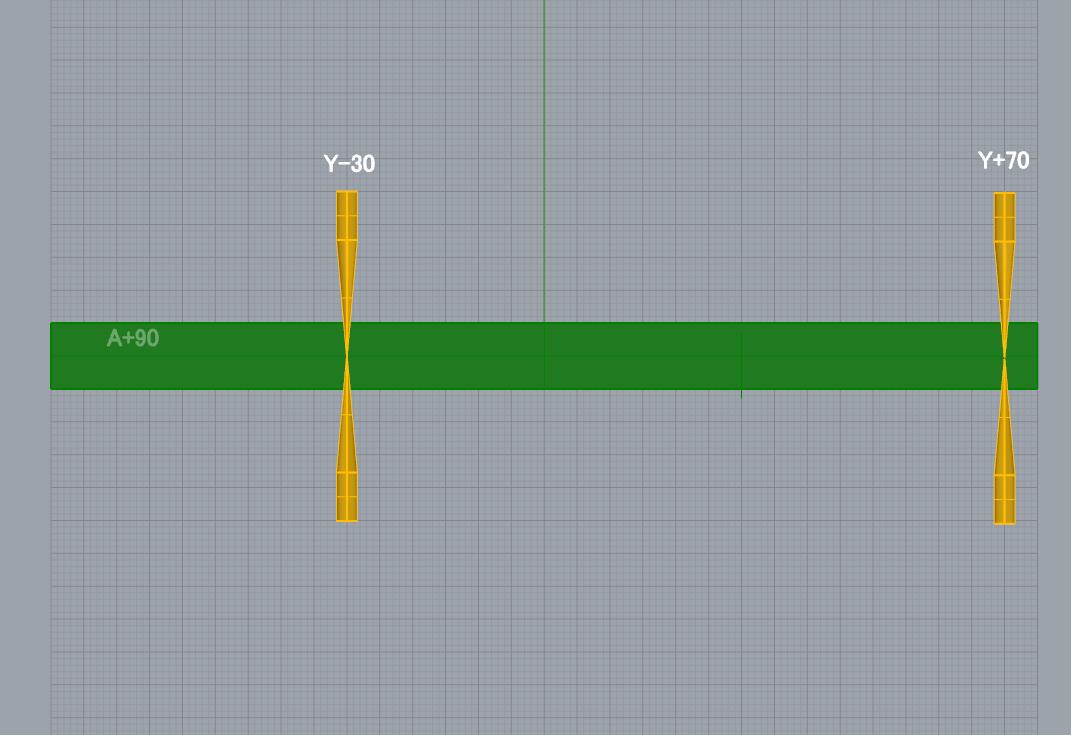
A軸はアーム部分ですが、こちらのキャリブレーション(刃物垂直線に対して誤差ゼロ度)はロングワックスを使用し、計測するY軸位置を長く取って判断するとオフィシャルでは説明されています。下の画像のように行いますが、刃物はY軸を同じ位置にして、ワックスのこちら側、向こう側から入れます。ワックスは180度を回転させます。しかし、刃物痕からその誤差をほぼ完全数値として特定することは困難ですので、切削痕からのキャリブ―ションはあくまでも暫定数値となります。最終的なすべての軸キャリブレーションは、実切削の結果から判断する必要があります。
A軸のみのキャリブレーション値補正は以下の手順で行います。
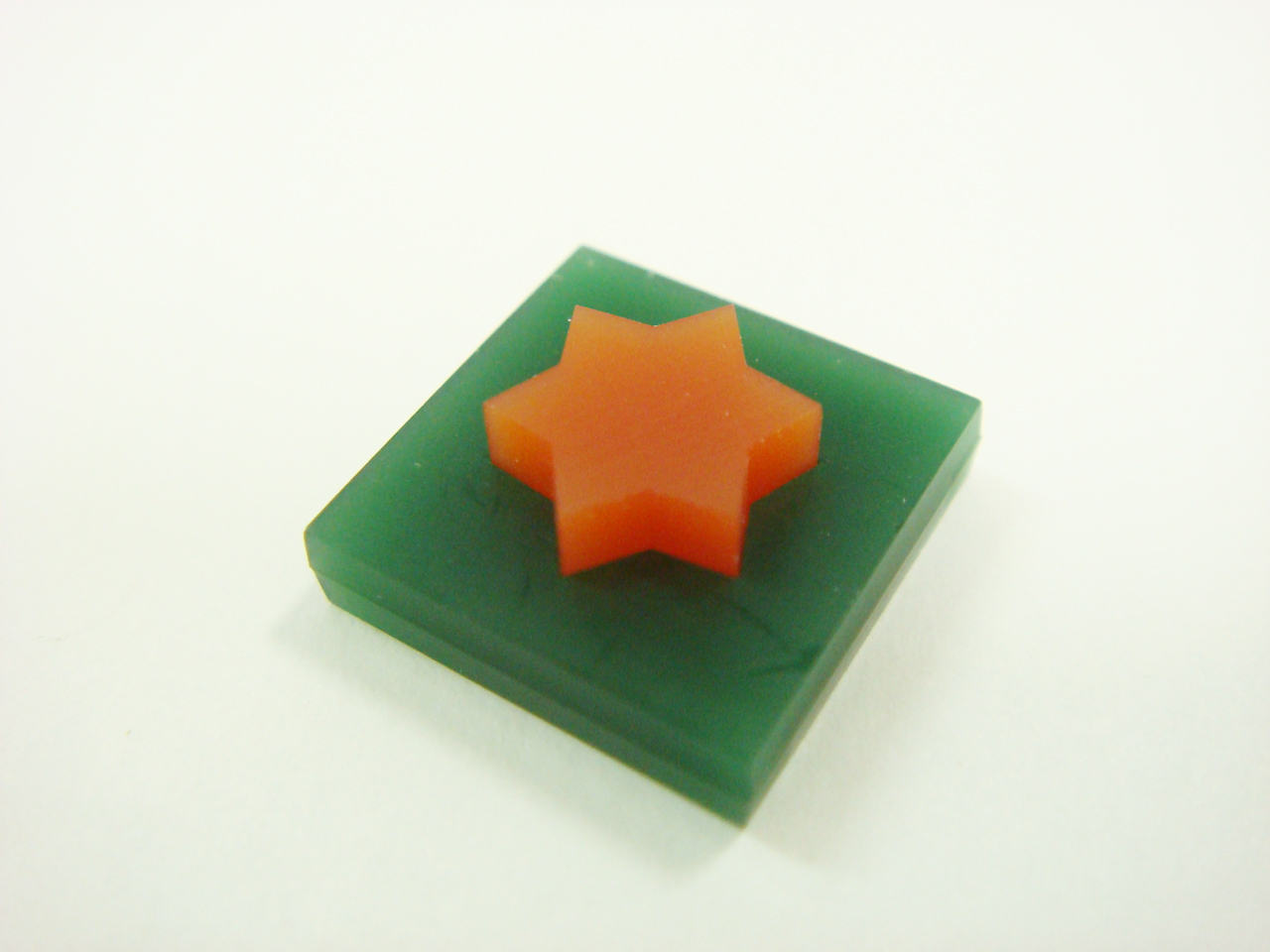
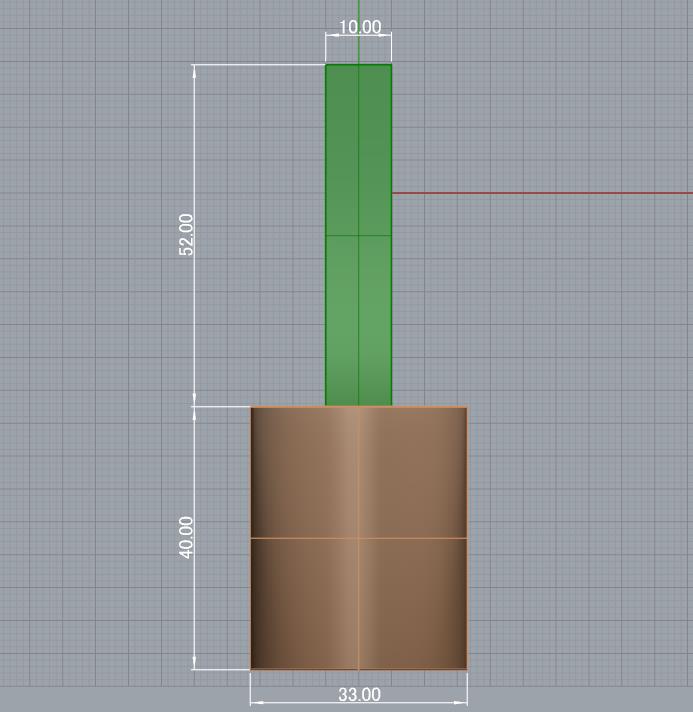
①下画像のワックス素材を準備します。
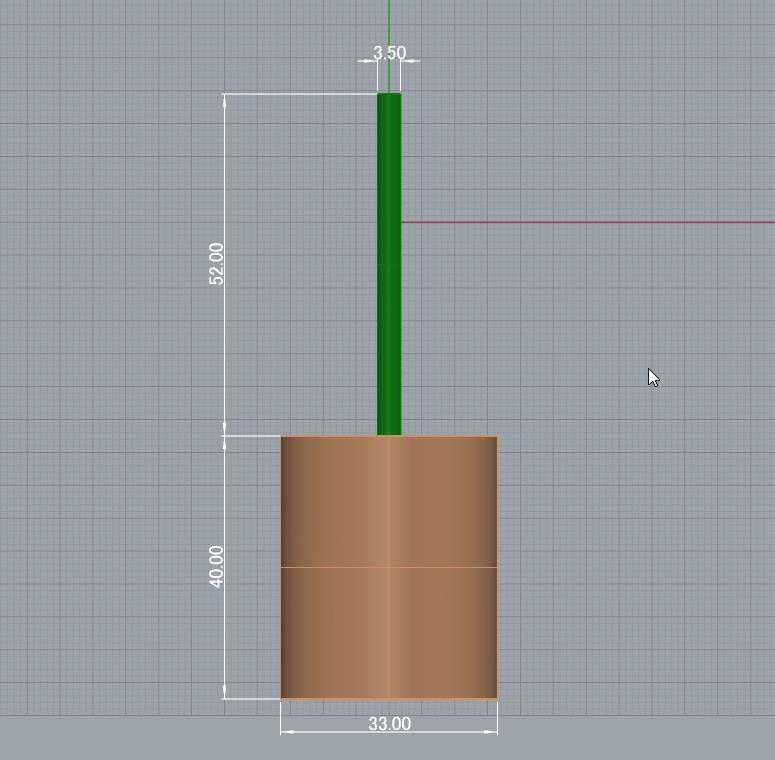
②3.5mm程度、52mm長の丸棒データを用意します。下画像は切削完成画です。
③ ②のデータをDriveSurfaceコマンドを使用して、B軸ロータリー切削を行います。こちらの切削はB軸ロータリー回転速度にもよりますが、10時間ほどかかりますので、Parallelでの両面でも問題はありません。いずれの切削方法でも、ワックスチャックの遠いところから刃物が入るよう設定します。また、Parallelの場合には切削方向を必ずX方向を指定します。
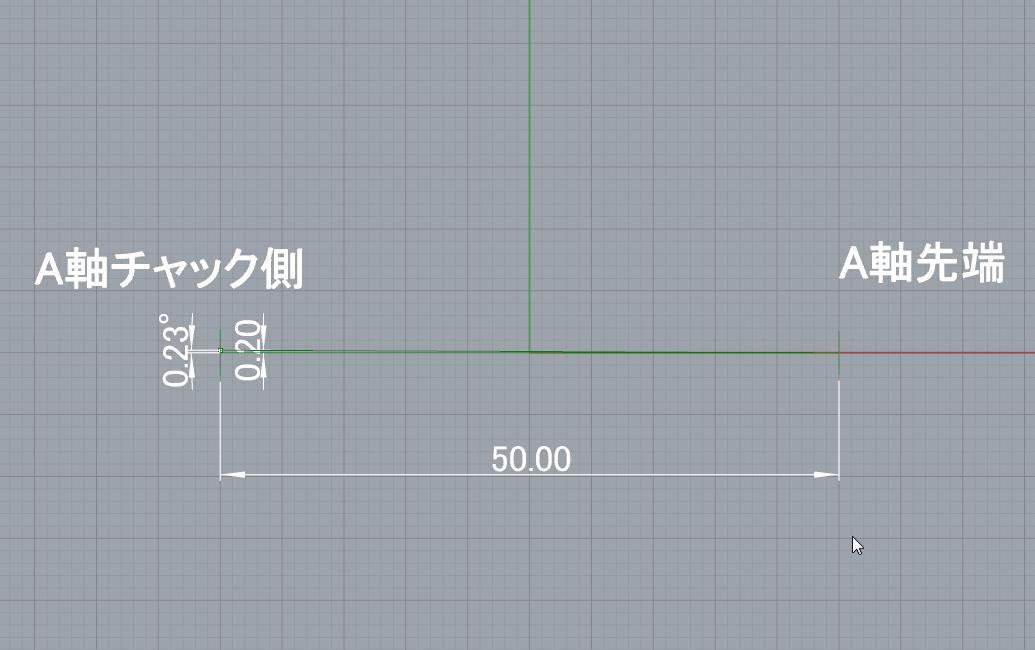
④切削品の50mm部分を計測します。下の画像のケースでは、A軸のReference角度が不足していることになります。
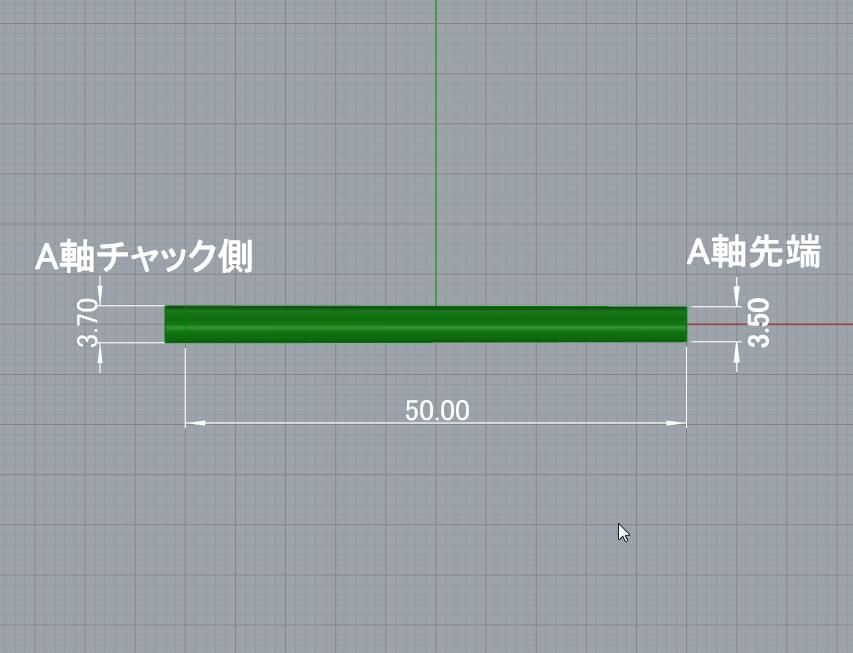
⑤チャック側と先端では、50mm長さ部分で0.2mmの径(厚み)誤差がありますので、角度をRhinocerosで計測します。もしくは以下のURLでtanθを算出します。
https://keisan.casio.jp/exec/system/1161228774
数値は両面での合計値ですので、角度/2 をNS MotionのA軸Referenceで補正します。今回のシミュレーションでは0.23÷2=0.115(度)をA軸がプラスに振れるように補正します。完全なキャリブレーションを行うことによって、50mm長さの製品でも、厚み誤差を0.01mm未満にすることができます。