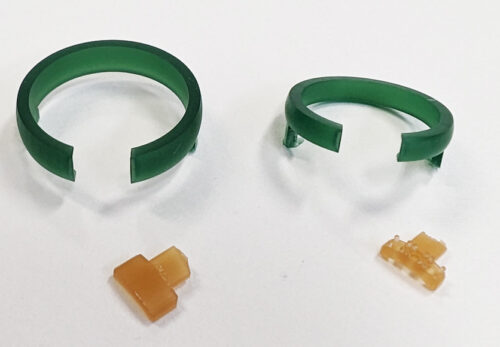
本日4月1日の切削予定品ワックスブロックです。
33mmのロッドワックスに27mmのチューブワックスを接続しています。

中心には15mmの穴が最初からあいています。

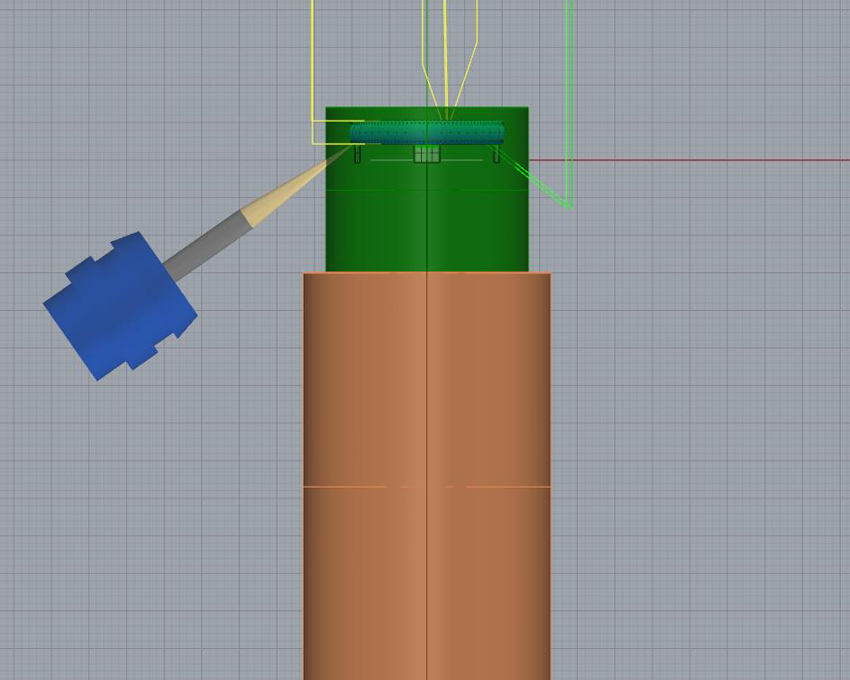
ツールパスはとてもシンプルですが、5軸切削を行うため、工具のワックスへの干渉がないかどうかをJewelryCAMのBackPlotで確認していきます。この後にもシミュレショーンソフトを立ち上げて、もう一度確認をします。さらに、G-Codeでも確認をするといいかと思います。
動画は1倍速です。大画面でごらんください。美しい切削表面がご覧いただけます。
[以下はタイトル本文とは別内容です]
JewelryCAMに付属のシミュレーションソフトでは、A軸が135度を超えるツールパスが作成されると警告が出ますが、Y軸が座標軸マイナスで加工をしている場合には、A軸の最大傾斜角度は小さくなりますので、何重もの確認が必要です。
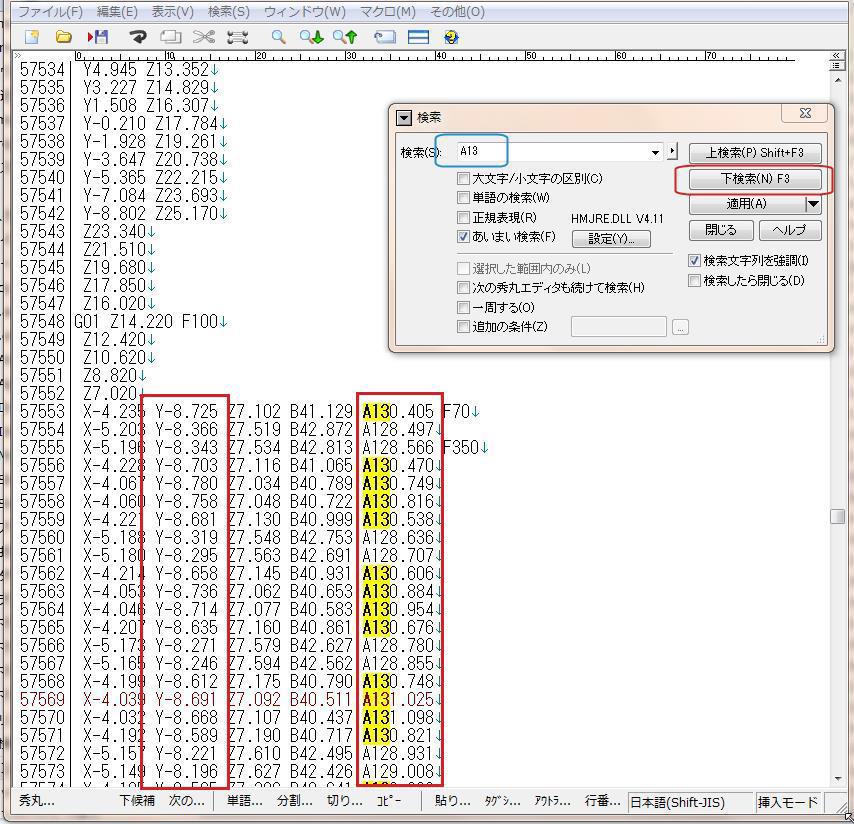
G-Codeはテキストですので、Windows付属のメモ帳でも開くことができますが、テキストの検索のできる機能のあるエディタを使用すると非常に便利です。
有名な秀丸はおすすめです。
秀丸スーパーライセンスパック [ダウンロード]
A130度が危険ラインですので、秀丸の検索機能でA13を検索すると、A13を含む文字列をすべて見ることができます。Y軸との相関を見ながら危険角度でないかを確認します。
下画像は秀丸で表示されたG-Codeで、A13を検索しています。該当する部分にはマーカーがされます。
Y軸を確認しますと、マイナスです。
残念ながらこのG-CodeでA軸とスピンドルは collision してしまいました。5軸切削機で注意したい部分の一つです。
衝突時はすぐに機械を止めて、衝突からA軸を逃がします。ステッピングモーターで動かしている送りねじは多少の滑りが発生しているはずですから、キャリブレーションを行う必要があります。軽微な衝突を起こしても、Mira-6が大きなダメージを受けることはまれですが、できれば衝突は避けたいものです。
近接センサーを設置して自動で停止させる場合には、センサー、リレー等の選定に条件が必要となります。