ワックス切削において、フラットバーは価格の面でもハンドリング面でもとても使いやすいのですが、素材の長さ、厚み(10mm以下の厚みの素材は推奨していません)、切削オブジェクトの形状、切削オブジェクトの削り出し位置によっては、ビビりが出現します。ビビりは、工業品の金属切削においても必ず出現する、刃物が触れたときに振動する素材、機械の剛性や動力に依存する振動を指す総称とお考えいただきたいと思います。
Mira-6の場合、装置の動力振動ビビりが素材に与える影響はほぼないと考えています。ところが柔らかいワックス素材は高回転をしているエンドミル振動を受けやすく、薄くなればなるほどビビりやすく伸びてしまう難切削材です。また、チャックするワックス素材の全長が長くなればなるほど、チャック部から遠い部分はその傾向が大きく出ます。これらは、材料を厚くすることによってある程度解消が可能です。10mmで出現したビビリ現象が15mmでは出現しないということもあります。
しかし、ビビりの対策として、おすすめしたいのはロッドからの切削です。素材の形状で物理的曲げ強度が一番強いものは〇:ロッド形状ですので、切削時のビビりも最小限に抑えることが可能です。Miraシリーズ操作熟練者の考えに基づいています。一般的なリングでも直径27mmのワックスロッドを使用しますので、27mm厚のワックス強度を使用することができることになります。
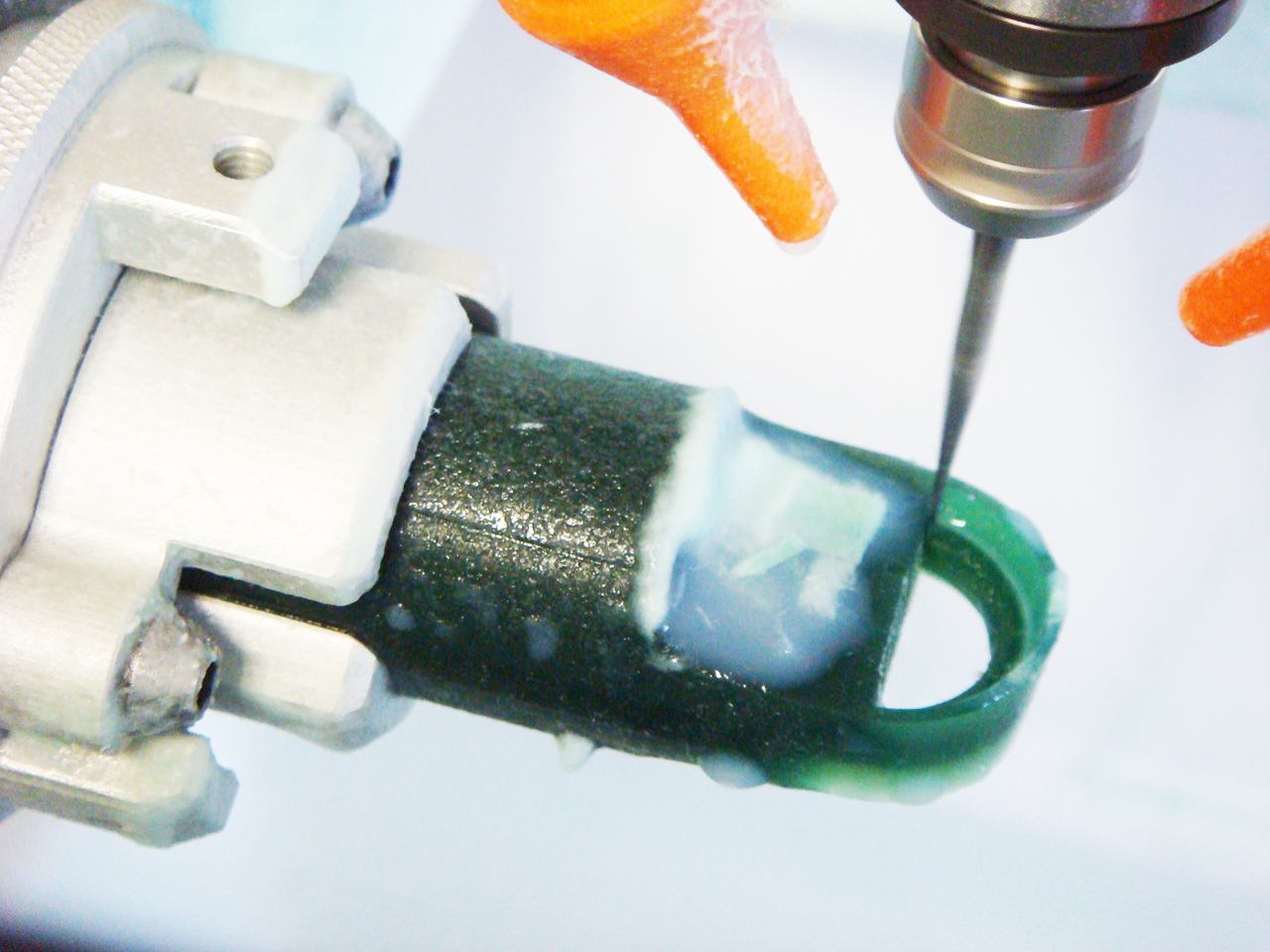
実際にビビりによってフラットバーではきれいな表面を成形することができなかったリングを、27mmのロッドから切削してみました。フラットバーからの切削と異なる点は、丸棒表面をフラットにするツールパスを追加する点と、ワックス素材の原材料費が多少高くなってしまう点です。1本約600円のロッドから端材継ぎ足しをすると、3本のリング切削をすることができます。連続継ぎ足しを行う場合には、5本(1本あたり30mm長さのワックスを使用と仮定)の切削をすることができますので、ワックス素材原価はフラットバーよりも多少高くなります。
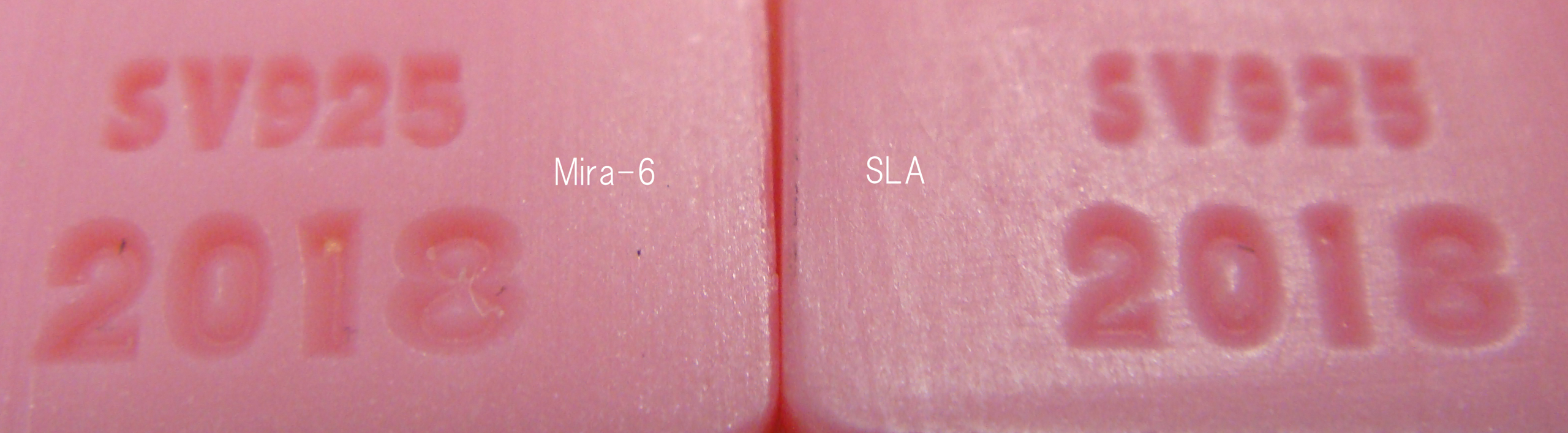
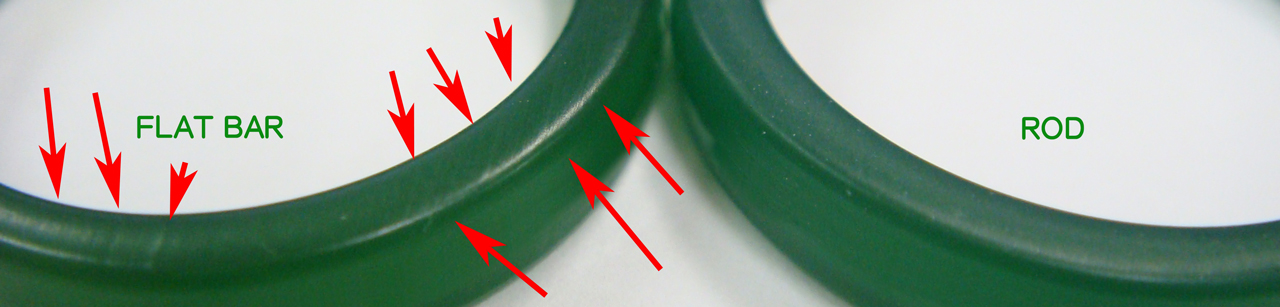
以下、比較画像です。同じ長さのワックス素材、まったく同じツールパスを使用しながら、表面仕上がりには差が出ます。
これらは、すべてのモデルに出現するものではなく、出やすいモデルとそうでないモデルとがあります。
これらは対モデルの切削経験からベターな切削素材、ツールパスを選定していただく必要があります。
ロッドを使用した切削のほうがビビりの出現は小さく限定的で、比較的安定した切削をしていただけると考えています。