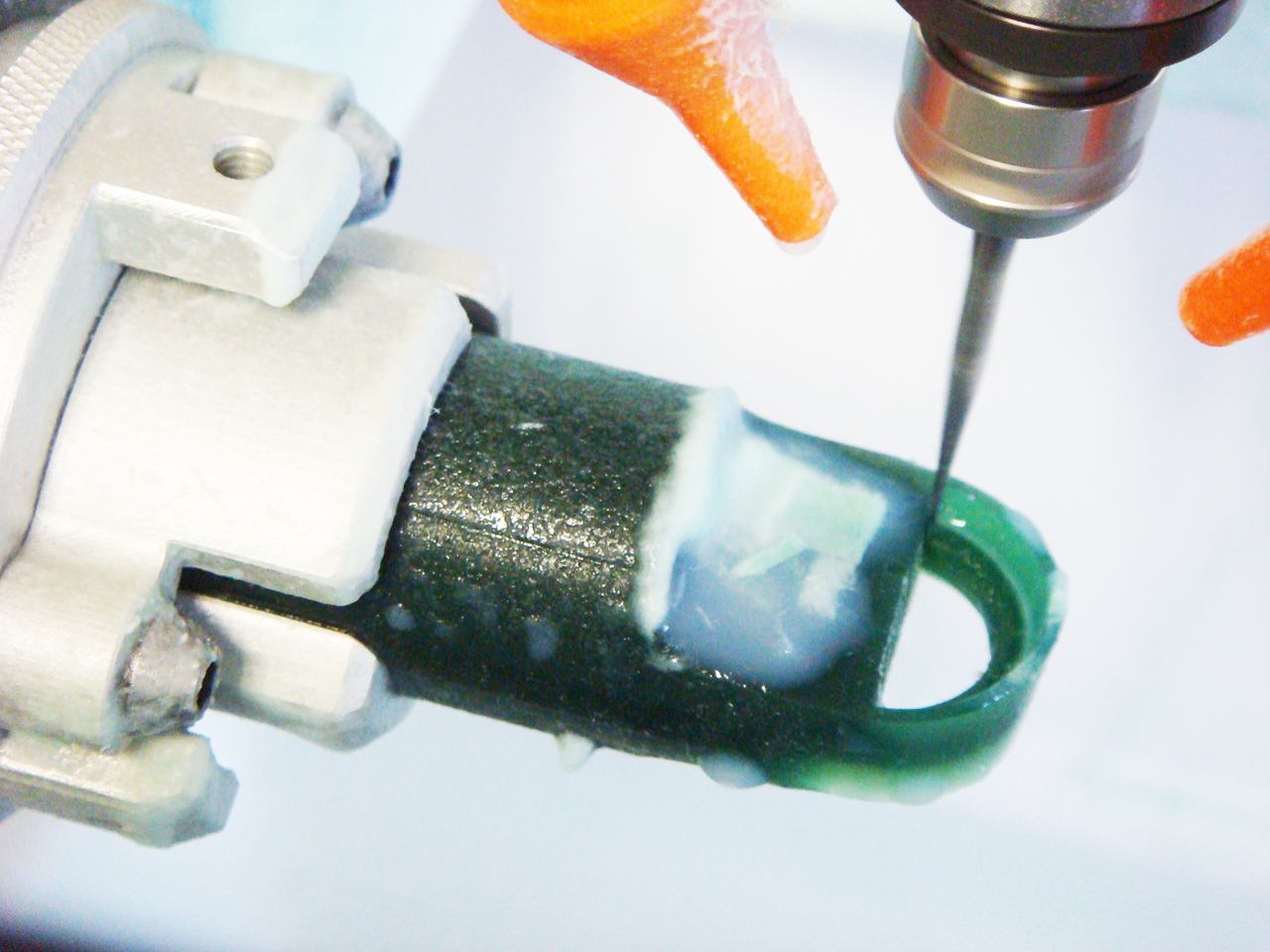
Mira-6のキャリブレーション(スピンドル刃先原点出し作業)は、装置の輸送をした後、長期使用しなかった場合、エンドミル等を交換した場合、またはスピンドルとA軸を衝突させてしまったようなケースの後では必ず行います。Mira-6ではこちらの作業はワックスに回転したエンドミルを入れて、目で見て行います。
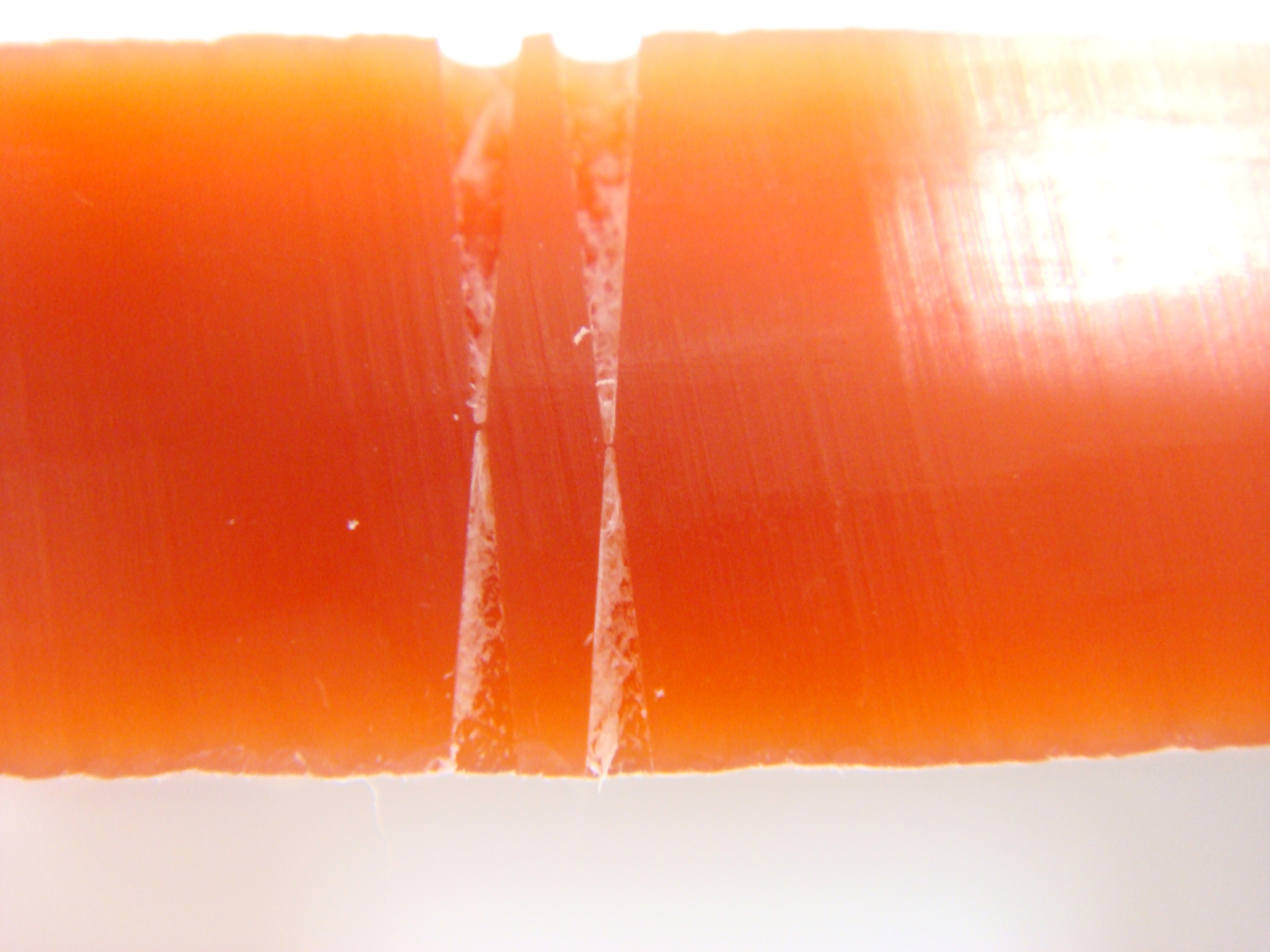
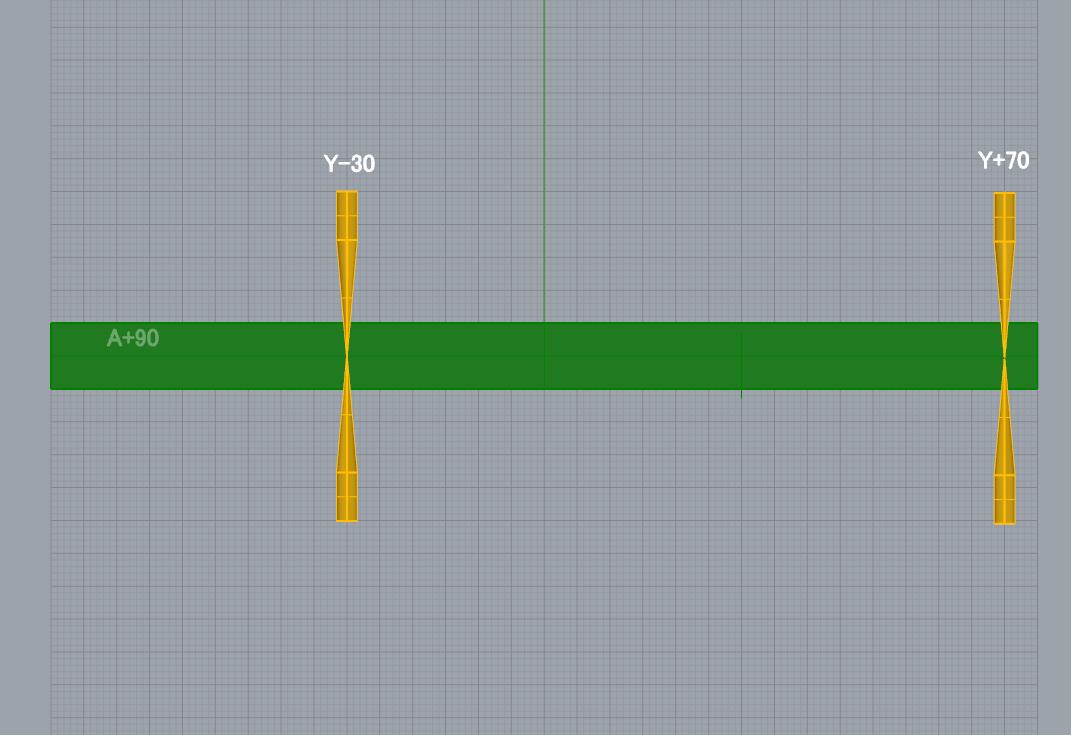
ただし、こちらの作業はあくまでも目視、ルーペ等を使用したおおよその原点ですので、実際に切削を行い、切削物で検証する必要があります。上の画像は切削することによって、目視キャリブレーションのズレを現物で検証するものです。XYそれぞれの断面からその軸のズレを見ることができます。また、Z軸は厚みから判断することができます。三次元測定器をお持ちの場合には、計測後、ズレ数値の半分を補正することによって、完全な原点により近い Reference Position を設定することが可能です。測定器を使用しない場合には、ズレ数値を推定して同様補正を行う必要があります。
Reference Position が X、Y、Z、A、B軸の共通中心数値でないと、CADデータで製作した数値が切削物に反映されないことになりますので注意が必要です。
XY方向の原点ズレは、オブジェクトの両面から加工した場合にズレとなって現れます。Z軸の原点ズレは厚み寸法が出なくなります。
こちらの作業は導入時当初一か月は毎週していただくことをおすすめしています。刃物原点は当面の安定位置に落ち着くまで移動する場合があります。
また、刃物原点はMira-6それぞれの機械で異なります。
こちらの現物確認用のGコードは、導入時にお渡ししています。また、お客様のお手元で、より確認のしやすいデータを製作していただき、切削していただいても結構です。
[加工条件]
・ワックスサイズ: 厚み10mm 幅25mm 長さ75mm
・切削時間: 約1時間
・確認のしやすさからFerrisワックスのグリーンを推奨しています。