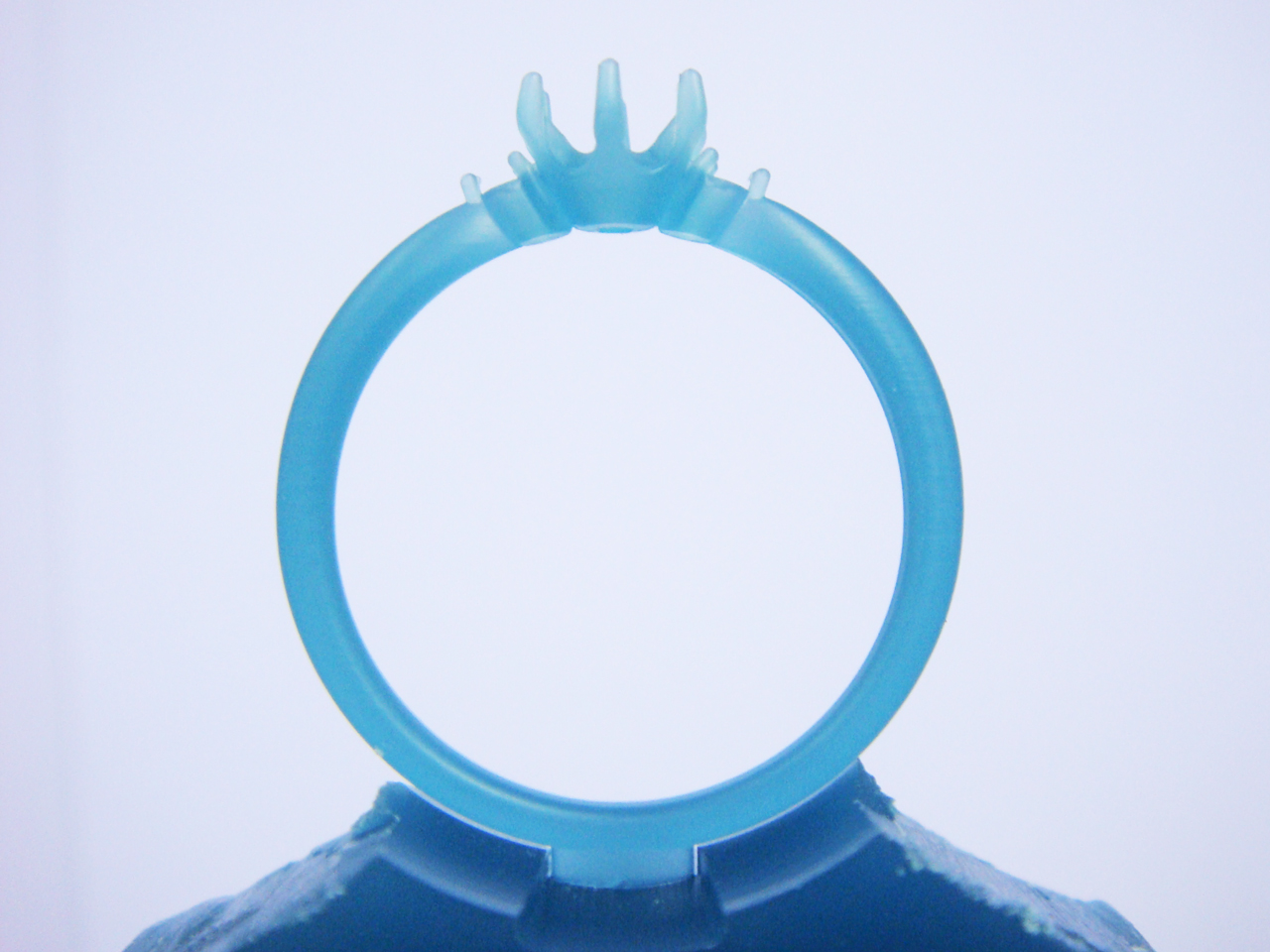
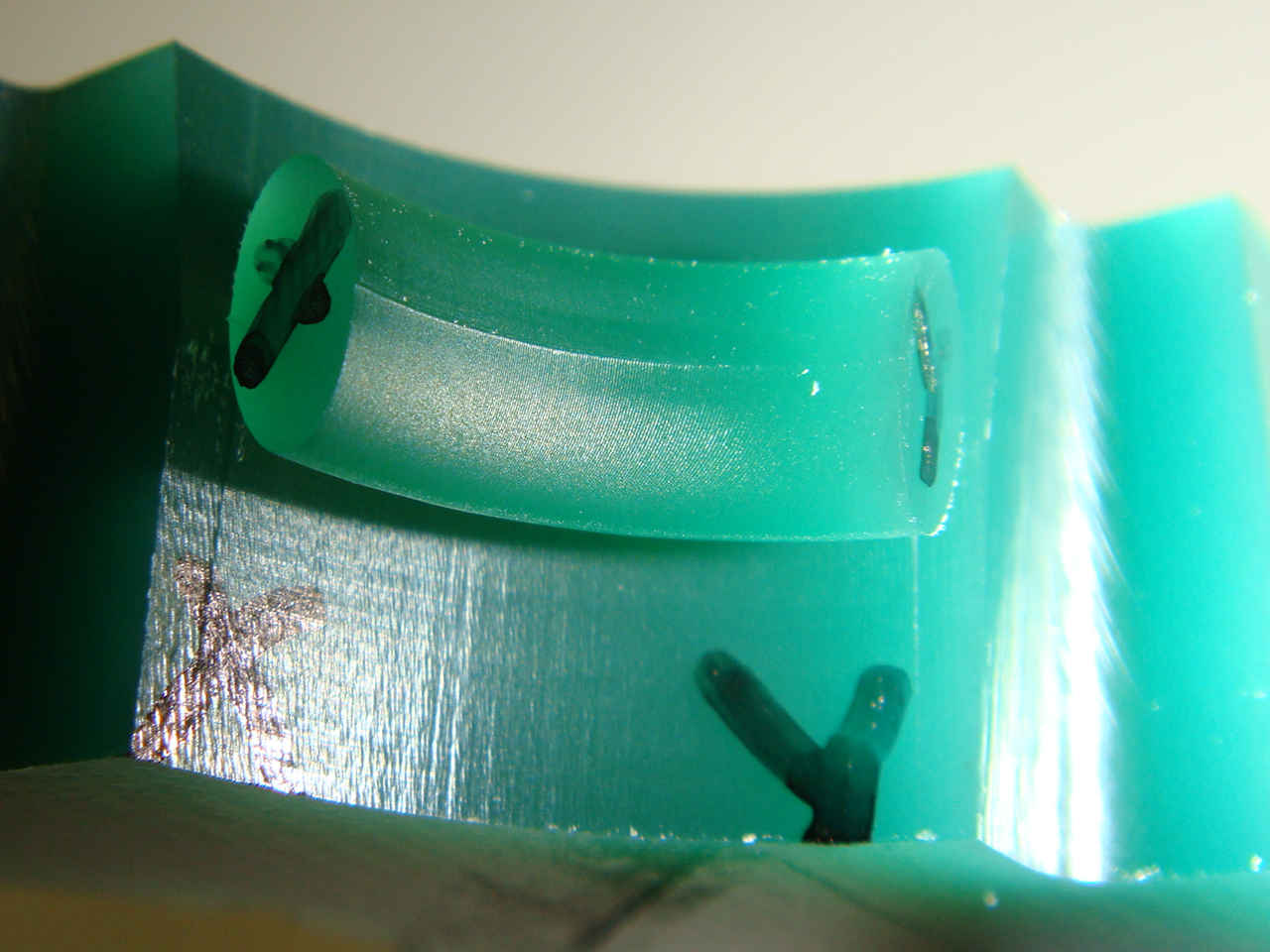
Mira-6では切削基準は刃物の原点ですので、キャリブレーションがとても重要になります。刃物原点のズレは、そのまま製品のズレとなるからです。こちらの画像はキャリブレーションの検証用切削です。おおよそ1000分台の数値(ミクロン)となりました。甲丸ラインの中心線はワックスの表面、裏面から刃物が入ってきたときにできる切削残線です。こちらは、あと1工程を入れると取り除くことは可能なのですが、検証用に残しています。残したままでもワックス時、地金時に簡単に処理のできるものです。
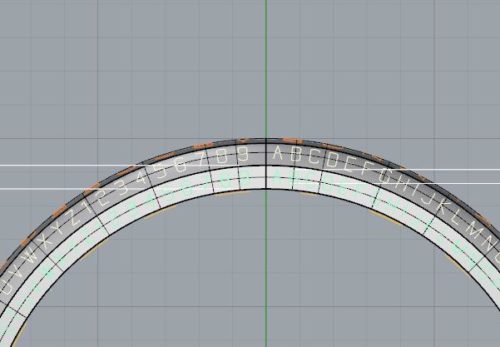
画像で確認できる13/1000mmの走査線も、鋳造、そして簡単な研磨で処理が可能なものです。
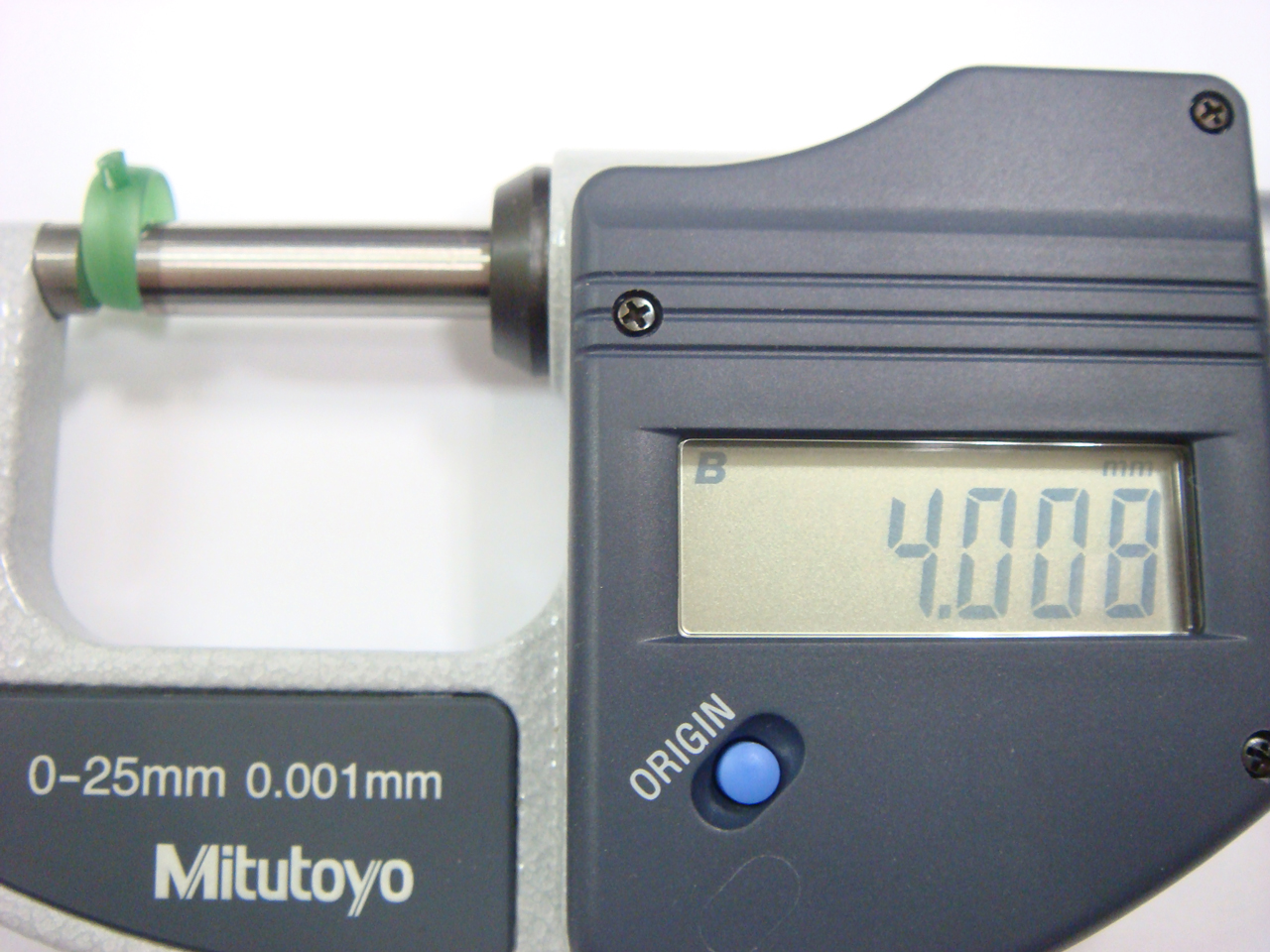
甲丸部の幅は設計4mmで行っていて、仕上がった幅は下の画像の通りです。素晴らしい精度で仕上がっています。